

1. Одинокий-слой листа ПП:
2. Мульти-Слой Ко-экструдированный лист ПП:

4. Высокий-лист прозрачности ПП:
5. УФ-устойчивый лист ПП:
6. ПП не-тканый лист:
Материалы, используемые в линиях экструзии листов ПП, могут быть адаптированы в зависимости от рыночного спроса, создавая листы с особыми функциональными возможностями, такими как огнестойкость, звукоизоляция, снижение шума и ударопрочность.
Себя-разработал и освоил основные технологии
Разнообразные варианты конструкции винтов
Использование прецизионной конструкции винта (одновинтовой, двухвинтовой, планетарно-винтовой, многошнековый-Слой Ко-экструзионные решения) и интеллектуальные системы управления могут обеспечить стабильную производительность 800~1500 кг/час, 24-часов непрерывной работы, сокращая время простоев из-за изменений в материалах и подходит для крупных-объем заказа потребности.
Высокий-Точное интеллектуальное управление
Он принимает себя-разработанная интеллектуальная интеллектуальная система управления AI с отклонением толщины ≤±Сегментированный интеллектуальный модуль контроля температуры толщиной 0,02 мм. (±точность 1 ℃), оснащен датчиком давления расплава, запатентованной подвеской-тип головки (регулируемая ширина 800-1500 мм), 24-реальный час-временной контроль параметров работы каждой секции и автоматическая корректировка заданных параметров системы.
Более энергоэффективный
Высокая энергия-эффективный, один-к-Одна система отопления с точным контролем температуры интеллектуально регулирует, чтобы избежать перегрева и постоянно поддерживает оптимальную производственную температуру. Оснащенный полной сервосистемой и устройством рекуперации тепла, он снижает потребление энергии на 30%, исключает испарение растворителей и соответствует экологическим нормам RoHS и REACH.
Как это работает (Полная сборка листовой экструзии и принцип работы)
Полная линия экструзии листов состоит из восьми ключевых компонентов, каждый из которых выполняет определенную роль и легко интегрируется для достижения требований к качеству производства листов.
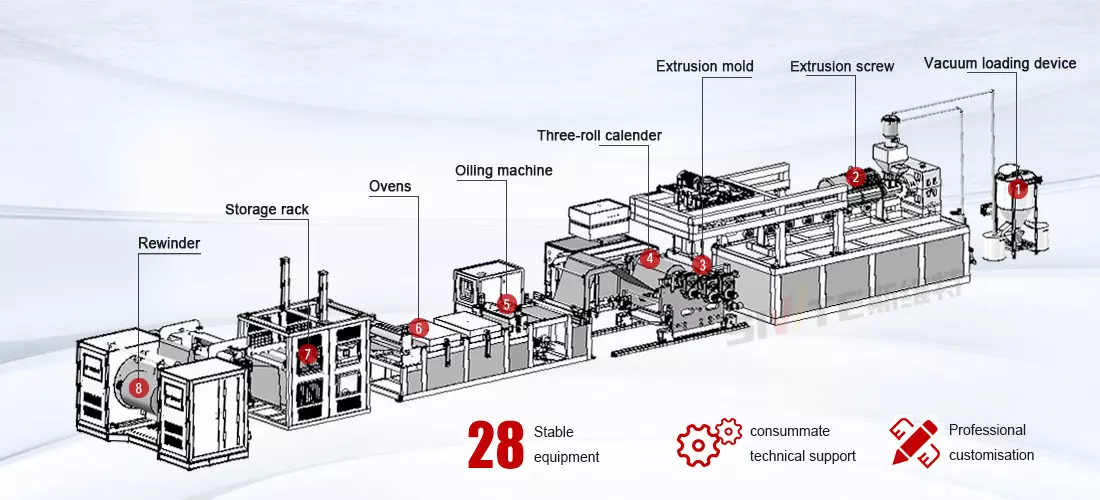

1.Вакуумная система подачи
Вакуумная система подачи является ключевым автоматизированным оборудованием подачи на экструзионной линии по производству листов ПП. Он использует принцип вакуумного отрицательного давления для достижения эффективной и чистой транспортировки ПП. (полипропилен) сырья, обеспечивая непрерывную подачу сырья в машину.

2. Экструзионный шнек
Основной компонент, который пластифицирует сырье посредством контролируемого нагрева и механического сдвига. В зависимости от производимых материалов его можно разделить на одношнековый, двухшнековый и планетарный комбинированный шнек.

3. Экструзионная форма
Прецизионная система, в которой пластифицированный материал сначала проходит через устройство смены сит. (для фильтрации примесей), затем через дозирующий насос для точного контроля объема, а затем распределяется по проточным каналам к матрице для окончательного формирования листа.
4. Трое-Ролл Каландр
Sed ut perspiciatis unde omnis istenatus error sit voluptatem accusantium doloremque laudantium, totam rem aperiam, eaque ipsa quae ab illo Invente veritatis et quasi Architecto Beatae vitae.

5. Блок силиконового покрытия. (Необязательный)
Наносит слой разделительного агента для термоформования. (улучшение отделения от пресс-формы) или функциональные покрытия (как анти-статические процедуры). Часто в сочетании с системой сушильной печи.

6. Мульти-Сценическая печь
Обычно конфигурируется с 2-4 зоны нагрева (в зависимости от требований к материалу) для быстрой сушки листов с покрытием перед намоткой. Обеспечивает правильное отверждение покрытия, не влияя на свойства листа.

7. Буфер накопления
СВременно хранит листы через регулируемые пути движения полотна, предотвращая повреждение материала или загрязнение во время перемещения оборудования или задержек намотки.

8. Намоточная машина
Доступен в полу-автоматические или полностью автоматические конфигурации для производства плотно намотанных, кромочных-ровные рулоны. Обеспечивает оптимальную обработку материалов при хранении и последующих процессах термоформования.
Этот сингл-Шнековый экструдер транспортирует, плавит и гомогенизирует полипропиленовое сырье, а затем экструдирует его через плоскую поверхность.-вешалка умирает. Этот экструдер имеет простую конструкцию, низкую стоимость и простоту обслуживания. Подходит для небольших и средних производственных тиражей. (100-500 кг/час) и общие листовые материалы из полипропилена (например, упаковка для пищевых продуктов и канцелярские товары). Хотя его производительность смешивания является средней, существуют значительные возможности для улучшения для высоконаполненного или модифицированного ПП. (например, пламя-огнестойкий и армированный ПП).
Ко-вращающийся близнец-винты: обеспечивают большие усилия сдвига и подходят для сильнонаполненного ПЭТ или модифицированного ПЭТ. (например, с добавлением антипиренов или стекловолокна). Прилавок-вращающийся близнец-шнеки: Обеспечивают стабильную транспортировку и подходят для высоких-вязкость ПЭТ.Твин-В шнековых экструдерах для перемещения материала используются два параллельных или взаимосвязанных шнека. Они обладают сильными возможностями смешивания и плавления и подходят для обработки сложных материалов.
В этом оборудовании используется комбинация одиночных и планетарных винтов. Вращение планетарного шнека способствует улучшению равномерности перемешивания материала. Мульти-винтовая планетарная конструкция обеспечивает превосходные возможности смешивания и пластификации, сводя к минимуму влияние на физические свойства материала. Низкие температуры экструзии уменьшают термическое разложение. Даже при использовании переработанных материалов высокая-Возможно изготовление листов повышенной прочности. Это оборудование в основном используется для производства высококачественных-торцевые листы ПП.
Мульти-Проще говоря, соэкструзия слоев состоит из нескольких-Слоистая структура. Типичные примеры включают два-слой, три-слой и пять-соэкструзия слоев. Для достижения мультиэкструзии требуется несколько экструзионных шнеков.-соэкструзия слоев. Общие комбинации включают в себя:
* ПП/ЧП-БЕДРА три-Слоевая симметричная структура: скин-слой (ПП/ЧП) - средний слой (БЕДРА) - слой кожи (ПП/ЧП). Покровный слой представляет собой смесь полипропилена. (ППа, ППб, ППк) с различными индексами плавления и линейным низким-полиэтилен плотности(ЛПЭНП) для повышения ударопрочности, стойкости к истиранию и термостойкости. Средний слой представляет собой смесь высоких-ударопрочный полистирол (БЕДРА) с резиной и наполнителями для повышения гибкости и стабильности размеров, уменьшая проблемы коробления, вызванные разницей в коэффициентах теплового расширения между ПП и УПП.
* ПП-на основе асимметричной структуры: Тепло-устойчивый ПП (поверхностный слой) - функциональный уровень (такие как HDPE или LLDPE) - нагревать-слой уплотнения (ЭВА или ПВД). Поверхностный слой: ПП обеспечивает высокую-термостойкость и подходит для ретортной упаковки. HDPE или LLDPE повышают низкую-устойчивость к температурному воздействию. Нагревать-герметизирующий слой: сополимер этилена и винилацетата. (Ева) улучшает тепло-свойства уплотнения.
* Технология соэкструзии микрослоев (ультра-многослойная структура), чередование микрослоев ПП и других полимеров (такие как PETG и PA) (до тысяч слоев), в основном используется в высоких-конечные электронные компоненты, медицинские приборы и другие приложения, требующие высоких барьерных свойств.
Эти структуры подходят для производства листов ПП, требующих нескольких слоев или особых свойств, особенно двухслойных.-цвет или мульти-цветные полипропиленовые листы, такие как популярные миски для горячего и стаканчики для мороженого, для которых требуется этот многослойный материал.-Технология соэкструзии слоев.
| Модель | Адаптивный материал | Винтовая конструкция | Технические характеристики(мм) | Толщина(мм) | Ширина(мм) | Объем экструзии(кг/час) |
| SWT-120Д | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | Одиночный винт | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130Д | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | φ130 | 0,15~2.0 | ≤1200 | 400~600 | |
| SWT-150Д | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
| Модель | Адаптивный материал | Винтовая конструкция | Технические характеристики(мм) | Толщина(мм) | Ширина(мм) | Объем экструзии(кг/час) |
| SWT-75С | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | Двойной винт | φ75 | 0,15~1,8 | ≤1200 | 400~500 |
| SWT-85С | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | φ85 | 0,15~1,8 | ≤1200 | 500~700 | |
| SWT-95С | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | φ95 | 0,15~1,8 | ≤1200 | 800~1100 |
| Модель | Адаптивный материал | Винтовая конструкция | Технические характеристики(мм) | Толщина(мм) | Ширина(мм) | Объем экструзии(кг/час) |
| SWT-120X | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | Одиночный винт + планетарный винт (комбинация) | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130X | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | φ130 | 0,15~2.0 | ≤1200 | 500~700 | |
| SWT-150X | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
ПП мульти-Слой Ко-параметры экструзионного оборудования
| Модель | Адаптивный материал | Винтовая конструкция | Технические характеристики(мм) | Толщина(мм) | Ширина(мм) | Объем экструзии(кг/час) |
| 2-Слой Ко-экструзия | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | Мульти-винт (индивидуальный) | φ75+65 | 0,15~2.0 | ≤1200 | 500~600 |
| 3-Слой Ко-экструзия | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | φ75+65 | 0,15~2.0 | ≤1200 | 600~800 | |
| 5-Слой Ко-экструзия | ПЭТ,ПЛА,ПП,ПС,ПЭ,ПК.... | φ85+65+65 | 0,15~2.0 | ≤1200 | 900~1200 |
В каких сферах это можно применить?
Пищевая промышленность
Мы можем производить коробки для фаст-фуда, пластиковые миски и тарелки, коробки для печенья, коробки для упаковки кондитерских изделий, подносы для свежих продуктов и свежие фрукты.-храните коробки, такие как клубника, черника и вишня.
Медицинская промышленность
Он может производить одноразовую упаковку для шприцев, упаковочные коробки Tyvek, медицинские лотки, блистерную упаковку для фармацевтических препаратов и корпуса медицинских устройств, таких как мониторы и аппараты искусственной вентиляции легких.
электронная промышленность
Он может производить электронные поддоны, а также внешнюю упаковку и внутренние поддоны для электронных продуктов, таких как мобильные телефоны, планшеты, умные часы, Bluetooth-гарнитуры, игровые контроллеры и т. д.
Производство чашек
Мы можем производить кофейные чашки, чашки для чая с молоком, чашки для питья, одноразовую посуду, чашки для молока, чашки для желе, чашки для мороженого, одноразовые чашки для напитков и т. д., а также подходящие к ним крышки для чашек.
автомобильная промышленность
Детали салона: приборная панель, дверная панель, крыша, каркас сиденья; внешние детали: бампер, крыло, колесная арка, кожух багажника на крыше; функциональные части: корпус аккумуляторного модуля, корпус двигателя, вентиляционный канал и т. д.
Упаковочная промышленность
Он может производить косметические накладки, подарочные коробки, коробки для упаковки вина, панели для столов и стульев, декоративные накладки для шкафов, рекламные световые короба, а также различные упаковочные блистеры для зубных щеток, игрушек и т. д.
Клиенты также спрашивали об этих сопутствующих машинах.


