

1. Solteiro-camada de folha PP:
2. Multi-camada co-folha extrudada de PP:

4. Alto-folha de transparência PP:
5. UV-folha PP resistente:
6. PPnão-folha tecida:
Os materiais utilizadosnas linhas de extrusão de chapas de PP podem ser ajustados de acordo com a demanda do mercado, criando chapas com funcionalidades específicas como resistência ao fogo, isolamento acústico, redução de ruído e resistência ao impacto.
Auto-desenvolveu e domina tecnologias essenciais
Diversas opções de design de parafusos
O uso de design de parafuso de precisão (parafuso único, parafuso duplo, parafuso planetário, multi-camada co-soluções de extrusão) e sistemas de controle inteligentes podem atingir uma produção estável de 800~1500kg/h, 24-operação ininterrupta por horas, reduzindo o tempo de inatividade devido a mudanças de material e é adequado para grandes-necessidades de pedido de volume.
Alto-Controle Inteligente de Precisão
Ele adota a si mesmo-desenvolveu sistema de controle inteligente AI inteligente, com desvio de espessura ≤±Módulo de controle de temperatura inteligente segmentado de 0,02 mm (±Precisão de 1℃), equipado com sensor de pressão de fusão, suporte patenteado-tipo cabeça de rosca (largura ajustável 800-1500 mm), 24-hora real-monitoramento de tempo dos dados operacionais de cada seção e ajuste automático dos parâmetros predefinidos do sistema.
Mais eficiência energética
A alta energia-eficiente, um-para-um sistema de aquecimento com controle preciso de temperatura se ajusta de forma inteligente para evitar superaquecimento e mantém a temperatura ideal de produção em todos os momentos. Equipado com servo sistema completo e dispositivo de recuperação de calor, reduz o consumo de energia em 30%, elimina a volatilização de solventes e está em conformidade com as regulamentações ambientais RoHS e REACH.
Como funciona (Montagem completa de extrusão de chapa e princípio de funcionamento)
Uma linha completa de extrusão de chapas consiste em oito componentes principais, cada um dos quais desempenha uma função específica enquanto se integra perfeitamente para atingir os requisitos de qualidade da produção de chapas.
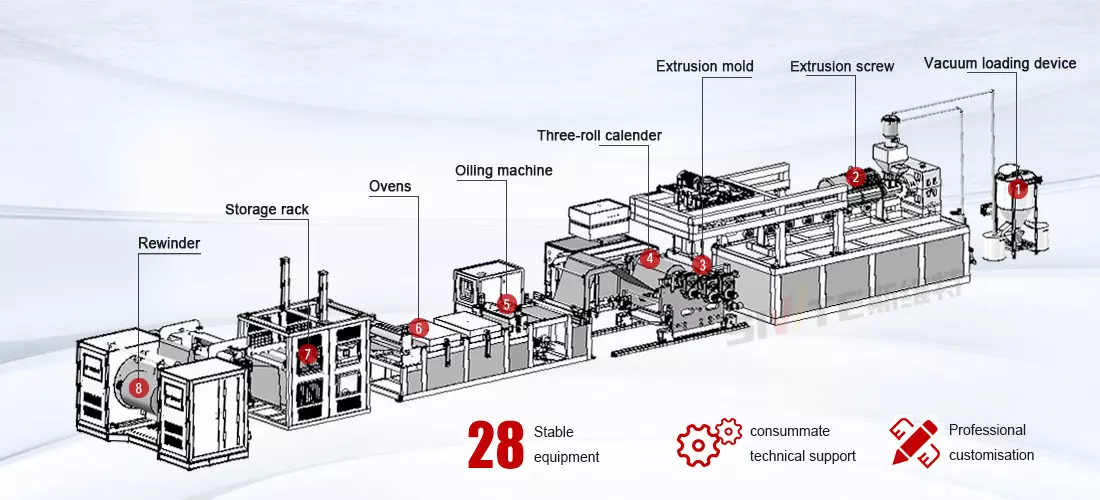

1. Sistema de alimentação a vácuo
O sistema de alimentação a vácuo é um equipamento chave de alimentação automatizadana linha de produção de extrusão de chapa PP. Ele usa o princípio de pressãonegativa de vácuo para alcançar um transporte eficiente e limpo de PP (polipropileno) matérias-primas, garantindo um fornecimento contínuo de matérias-primas para a máquina.

2. Parafuso de extrusão
O componente central que plastifica as matérias-primas por meio de aquecimento controlado e cisalhamento mecânico. De acordo com os diferentes materiais produzidos, pode ser dividido em parafuso único, parafuso duplo e parafuso combinado planetário.

3. Molde de extrusão
Um sistema de precisão onde o material plastificado passa primeiro por um trocador de tela (para filtragem de impurezas), depois através de uma bomba dosadora para controle volumétrico preciso, antes de ser distribuído através de canais de fluxo até a matriz para a formação final da folha.
4. Três-Calendário de rolo
Sed ut perspiciatis unde omnis istenatus error sit voluptatem accusantium doloremque laudantium, totam rem aperiam, eaque ipsa quae ab illo inventore veritatis et quasi arquiteto beatae vitae.

5. Unidade de revestimento de silicone (Opcional)
Aplica uma camada de agente desmoldante para aplicações de termoformagem (melhorando a liberação do molde) ou revestimentos funcionais (como anti-tratamentos estáticos). Frequentemente combinado com o sistema de forno de secagem.

6. Multi-forno de palco
Normalmente configurado com 2-4 zonas de aquecimento (dependendo dos requisitos de materiais) para secar rapidamente as folhas revestidas antes do enrolamento. Garante a cura adequada do revestimento sem afetar as propriedades da folha.

7. Buffer de acumulação
SArmazena folhas temporariamente através de caminhos de banda ajustáveis, evitando danos materiais ou contaminação durante transições posteriores de equipamentos ou atrasosno enrolamento.

8. Máquina de enrolamento
Disponível em semi-configurações automáticas ou totalmente automáticas para produzir bordas bem enroladas-rolos alinhados. Garante o manuseio ideal de materiais para armazenamento e processos subsequentes de termoformagem.
Este single-extrusora de parafuso transporta, derrete e homogeneiza matérias-primas de PP e, em seguida, extrusa-as através de um plano-cabide morrer. Esta extrusora oferece estrutura simples, baixo custo e fácil manutenção. É adequado para tiragens de produção baixas a médias (100-500kg/h) e materiais de folha PP em geral (como embalagens de alimentos e artigos de papelaria). Embora seu desempenho de mistura seja médio, há espaço significativo para melhorias para PP altamente preenchido ou modificado (como chama-PP retardador e reforçado).
Co-gêmeo rotativo-parafusos: Fornecem fortes forças de cisalhamento e são adequados para PET altamente preenchido, rPET ou modificado (por exemplo, com adição de retardadores de chama ou fibra de vidro). Contador-gêmeo rotativo-parafusos: Fornecem transporte estável e são adequados para altas-viscosidade PET.Twin-extrusoras de parafuso usam dois parafusos paralelos ou interligados para impulsionar o material. Eles oferecem fortes capacidades de mistura e fusão e são adequados para processar materiais complexos.
Este equipamento utiliza uma combinação de parafusos simples e planetários. A rotação do parafuso planetário ajuda a melhorar a uniformidade da mistura do material. O multi-o design planetário do parafuso oferece excelentes capacidades de mistura e plastificação, ao mesmo tempo que minimiza o impactonas propriedades físicas do material. Baixas temperaturas de extrusão reduzem a degradação térmica. Mesmo com materiais reciclados, alta-folhas de tenacidade podem ser produzidas. Este equipamento é usado principalmente para produzir alta-folhas finais de PP.
Múltiplo-coextrusão de camadas, em termos simples, consiste em um multi-estrutura de camadas. Exemplos comuns incluem dois-camada, três-camada e cinco-coextrusão de camadas. Múltiplos parafusos de extrusão sãonecessários para alcançar multi-coextrusão de camadas. Combinações comuns incluem:
* PP/Educação Física-QUADRIS três-estrutura simétrica da camada: camada de pele (PP/Educação Física) - camada intermediária (QUADRIS) - camada de pele (PP/Educação Física). A camada da pele é uma mistura de polipropileno (PPa, PPb, PPc) com diferentes índices de fusão e baixo linear-polietileno de densidade(PEBDL) para aumentar a resistência ao impacto, resistência à abrasão e resistência ao calor. A camada intermediária é uma mistura de alta-poliestireno de impacto (QUADRIS) com borracha e enchimentos para melhorar a flexibilidade e estabilidade dimensional, mitigando problemas de empenamento causados pela diferençanos coeficientes de expansão térmica entre PP e HIPS.
* PP-estrutura assimétrica baseada: Calor-PP resistente (camada superficial) - camada funcional (como HDPE ou LLDPE) - aquecer-camada de vedação (EVA ou PEBD). Camada superficial: PP oferece alta-resistência à temperatura e é adequado para embalagens de retorta. HDPE ou LLDPE aumentam o baixo-resistência ao impacto de temperatura. Aquecer-camada de vedação: copolímero de etileno vinil acetato (EVA) melhora o calor-propriedades de vedação.
* Tecnologia de coextrusão de microcamadas (ultra-estrutura multicamadas), alternando microcamadas de PP e outros polímeros (como PETG e PA) (até milhares de camadas), é usado principalmente em alta-componentes eletrônicos finais, dispositivos médicos e outras aplicações que exigem propriedades de alta barreira.
Estas estruturas são adequadas para a produção de folhas de PP que requerem múltiplas camadas ou propriedades especiais, especialmente duas-colorido ou multi-folhas coloridas de PP, como as populares tigelas de hot pot e copos de sorvete, que exigem este multi-tecnologia de coextrusão de camadas.
| Modelo | Material adaptativo | Estrutura de parafuso | Especificações(milímetros) | Grossura(milímetros) | Largura(milímetros) | Volume de extrusão(kg/h) |
| SWT-120D | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | Parafuso único | φ120 | 0,15~2,0 | ≤1200 | 300~400 |
| SWT-130D | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | φ130 | 0,15~2,0 | ≤1200 | 400~600 | |
| SWT-150D | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | φ150 | 0,15~2,0 | ≤1200 | 700~1000 |
| Modelo | Material adaptativo | Estrutura de parafuso | Especificações(milímetros) | Grossura(milímetros) | Largura(milímetros) | Volume de extrusão(kg/h) |
| SWT-75S | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | Parafuso duplo | φ75 | 0,15~1,8 | ≤1200 | 400~500 |
| SWT-85S | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | φ85 | 0,15~1,8 | ≤1200 | 500~700 | |
| SWT-95S | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | φ95 | 0,15~1,8 | ≤1200 | 800~1100 |
| Modelo | Material adaptativo | Estrutura de parafuso | Especificações(milímetros) | Grossura(milímetros) | Largura(milímetros) | Volume de extrusão(kg/h) |
| SWT-120X | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | Parafuso único + parafuso planetário (combinação) | φ120 | 0,15~2,0 | ≤1200 | 300~400 |
| SWT-130X | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | φ130 | 0,15~2,0 | ≤1200 | 500~700 | |
| SWT-150X | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | φ150 | 0,15~2,0 | ≤1200 | 700~1000 |
PP multi-camada co-parâmetros do equipamento de extrusão
| Modelo | Material adaptativo | Estrutura de parafuso | Especificações(milímetros) | Grossura(milímetros) | Largura(milímetros) | Volume de extrusão(kg/h) |
| 2-camada co-extrusão | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | Múltiplo-parafuso (personalizado) | φ75+65 | 0,15~2,0 | ≤1200 | 500~600 |
| 3-camada co-extrusão | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | φ75+65 | 0,15~2,0 | ≤1200 | 600~800 | |
| 5-camada co-extrusão | ANIMAL DE ESTIMAÇÃO, PLA, PP, PS, PE, PC.... | φ85+65+65 | 0,15~2,0 | ≤1200 | 900~1200 |
Em que campos pode ser aplicado?
Indústria alimentar
Podemos produzir caixas de fast food, tigelas e pratos de plástico, caixas de biscoitos, caixas de embalagens de pastelaria, bandejas de alimentos frescos e frutas frescas.-guardar caixas como morangos, mirtilos e cerejas.
Indústria médica
Ela pode produzir embalagens de seringas descartáveis, caixas de embalagem Tyvek, bandejas médicas, embalagens blister farmacêuticas e caixas de dispositivos médicos, como monitores e ventiladores.
indústria eletrônica
Pode produzir paletes eletrônicos, bem como embalagens externas e paletes internas para produtos eletrônicos, como telefones celulares, tablets, relógios inteligentes, fones de ouvido Bluetooth, controladores de jogos, etc.
Indústria de fabricação de copos
Podemos produzir xícaras de café, xícaras de chá com leite, xícaras para bebidas, pratos descartáveis, xícaras de leite, xícaras de geléia, xícaras de sorvete, xícaras descartáveis para bebidas, etc., bem como suas tampas de copo correspondentes.
indústria automotiva
Partes interiores: painel de instrumentos, painel das portas, teto, assento; peças externas: pára-choque, pára-lama, arco da roda, caixa de bagagemno teto; peças funcionais: carcaça do módulo de bateria, carcaça do motor, duto de ventilação, etc.
Indústria de embalagens
Ela pode produzir revestimentos cosméticos, caixas de presente, caixas para embalagens de vinho, painéis de mesas e cadeiras, camadas decorativas de gabinetes, caixas de luz publicitárias, bem como diversos blisters de embalagens para escovas de dente, brinquedos, etc.
Os clientes também perguntaram sobre essas máquinas relacionadas


