

1. Single-lag PP plade:
2. Multi-lag co-ekstruderet PP-plade:

4. Høj-gennemsigtighed PP ark:
5. UV-modstandsdygtig PP-plade:
6. PP ikke-vævet plade:
Materialerne, der bruges i PP-pladeekstruderingslinjer, kan justeres baseret på markedets efterspørgsel, hvilket skaber plader med specifikke funktionaliteter såsom brandmodstand, lydisolering, støjreduktion og slagfasthed.
Selv-udviklet og mestret kerneteknologier
Forskellige skruedesignmuligheder
Brugen af præcisionsskruedesign (enkeltskrue, dobbeltskrue, planetskrue, multi-lag co-ekstruderingsløsninger) og intelligente kontrolsystemer kan opnå et stabilt output på 800~1500 kg/h, 24-time uafbrudt drift, hvilket reducerernedetid på grund af materialeændringer, og er velegnet til store-mængdebestillingsbehov.
Høj-Præcision intelligent kontrol
Den adopterer sig selv-udviklet intelligent AI intelligent kontrolsystem, med tykkelsesafvigelse ≤±0,02 mm, segmenteret intelligent temperaturkontrolmodul (±1℃nøjagtighed), udstyret med smeltetrykssensor, patenteret bøjle-type dørhoved (justerbar bredde 800-1500 mm), 24-time virkelig-tidsovervågning af hver sektions driftsdata, og automatisk justering af systemets forudindstillede parametre.
Mere energieffektiv
Den høje energi-effektiv, en-til-ét præcist temperaturstyringsvarmesystem justerer intelligent for at undgå overophedning og opretholder den optimale produktionstemperatur til enhver tid. Udstyret med et komplet servosystem og varmegenvindingsenhed reducerer den energiforbruget med 30%, eliminerer opløsningsmiddelfordampning og overholder RoHS og REACH miljøbestemmelser.
Hvordan det virker (Komplet pladeekstruderingssamling og arbejdsprincip)
En komplet pladeekstruderingslinje består af ottenøglekomponenter, som hver udfører en specifik rolle, mens de integreres problemfrit for at opfylde kvalitetskravene til pladeproduktion.
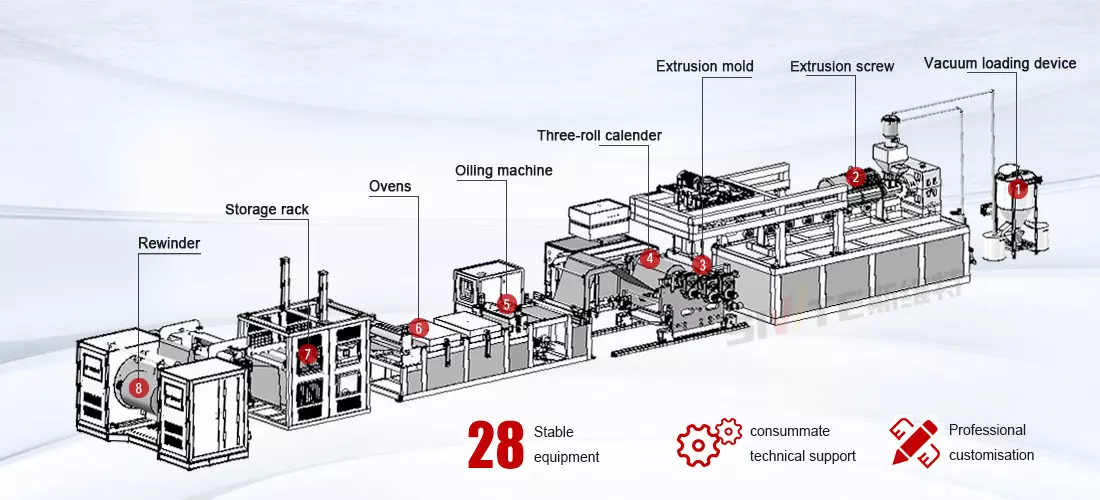

1. Vakuum fodring system
Vakuumfodringssystemet er et centralt automatiseret fodringsudstyr i PP-pladeekstruderingsproduktionslinjen. Den bruger vakuumundertryksprincippet til at opnå effektiv og ren transport af PP (polypropylen) råvarer, hvilket sikrer en kontinuerlig tilførsel af råvarer til maskinen.

2. Ekstrusionsskrue
Kernekomponenten, der blødgør råmaterialer gennem kontrolleret opvarmning og mekanisk forskydning. I henhold til de forskellige materialer, der produceres, kan den opdeles i enkeltskrue, dobbeltskrue og planetarisk kombinationsskrue.

3. Ekstrusionsform
Et præcisionssystem, hvor plastificeret materiale først passerer gennem en skærmskifter (til urenhedsfiltrering), derefter gennem en doseringspumpe til præcis volumetrisk kontrol, før den distribueres via strømningskanaler til matricen for endelig pladedannelse.
4. Tre-Rullekalender
Sed ut perspiciatis unde omnis istenatus fejl sit voluptatem accusantium doloremque laudantium, totam rem aperiam, eaque ipsa quae ab illo inventore veritatis et quasi architecto beatae vitae.

5. Silikonebelægningsenhed (Valgfri)
Påfører et slipmiddellag til termoformning (forbedring af skimmelsvamp) eller funktionelle belægninger (som anti-statiske behandlinger). Ofte parret med tørreovnssystemet.

6. Multi-sceneovn
Typisk konfigureret med 2-4 varmezoner (afhængig af materialekrav) til hurtigt at tørre belagte plader før opvikling. Sikrer korrekt belægningshærdning uden at påvirke pladeegenskaberne.

7. Akkumuleringsbuffer
SLagrer ark midlertidigt gennem justerbare banebaner, hvilket forhindrer materielle skader eller kontaminering undernedstrøms udstyrsovergange eller viklingsforsinkelser.

8. Oprulningsmaskine
Fås i semi-automatiske eller fuldautomatiske konfigurationer for at producere tæt viklet kant-afstemte ruller. Sikrer optimal materialehåndtering til opbevaring og efterfølgende termoformningsprocesser.
Denne single-skrueekstruder transporterer, smelter og homogeniserer PP-råmaterialer og ekstruderer dem derefter gennem en flad-bøjle dø. Denne ekstruder tilbyder en enkel struktur, lave omkostninger ognem vedligeholdelse. Den er velegnet til lave til mellemstore produktionsserier (100-500 kg/h) og generelle PP-pladematerialer (såsom fødevareemballage og papirvarer). Selvom blandingsydelsen er gennemsnitlig, er der betydelig plads til forbedringer for meget fyldt eller modificeret PP (såsom flamme-retarderende og forstærket PP).
Co-roterende tvilling-skruer: Giver stærke forskydningskræfter og er velegnet til højt fyldt, rPET eller modificeret PET (fx tilsat flammehæmmere eller glasfiber). Tæller-roterende tvilling-skruer: Giver stabil transport og er velegnet til høj-viskositet PET.Twin-skrueekstrudere bruger to parallelle eller sammenlåsende skruer til at fremdrive materialet. De tilbyder stærke blande- og smelteevner og er velegnede til forarbejdning af komplekse materialer.
Dette udstyr bruger en kombination af enkelt- og planetskruer. Rotationen af planetskruen hjælper med at forbedre ensartetheden af materialeblanding. Multien-skrue planetarisk design giver fremragende blandings- og plastificeringsevner, mens påvirkningen på materialets fysiske egenskaber minimeres. Lave ekstruderingstemperaturer reducerer termisknedbrydning. Selv med genbrugsmaterialer, høj-sejhedsplader kan fremstilles. Dette udstyr bruges primært til at producere høj-ende PP plader.
Multi-lag coekstrudering, i enkle vendinger, består af en multi-lagstruktur. Almindelige eksempler omfatter to-lag, tre-lag og fem-lag coekstrudering. Der kræves flere ekstruderingsskruer for at opnå multi-lag coekstrudering. Almindelige kombinationer inkluderer:
* PP/PE-HØFTER tre-lag symmetrisk struktur: hudlag (PP/PE) - mellemlag (HØFTER) - hudlag (PP/PE). Hudlaget er en blanding af polypropylen (PPa, PPb, PPc) med forskellige smelteindekser og lineær lav-densitet polyethylen(LLDPE) for at forbedre slagfasthed, slidstyrke og varmebestandighed. Mellemlaget er en blanding af høj-slag polystyren (HØFTER) med gummi og fyldstoffer for at forbedre fleksibiliteten og dimensionsstabiliteten, hvilket mindsker vridningsproblemer forårsaget af forskellen i termiske udvidelseskoefficienter mellem PP og HIPS.
* PP-baseret asymmetrisk struktur: Varme-modstandsdygtig PP (overfladelag) - funktionelt lag (såsom HDPE eller LLDPE) - varme-tætningslag (EVA eller LDPE). Overfladelag: PP giver høj-temperaturbestandighed og er velegnet til retortemballering. HDPE eller LLDPE forbedrer lav-modstand mod temperaturslag. Varme-tætningslag: Ethylen vinylacetat copolymer (EVA) forbedrer varmen-tætningsegenskaber.
* Mikrolags coekstruderingsteknologi (ultra-flerlagsstruktur)vekslende mikrolag af PP og andre polymerer (såsom PETG og PA) (op til tusindvis af lag), bruges primært i høj-ende elektroniske komponenter, medicinsk udstyr og andre applikationer, der kræver høje barriereegenskaber.
Disse strukturer er velegnede til fremstilling af PP-plader, der kræver flere lag eller specielle egenskaber, især to-farve eller multi-farve PP plader, såsom de populære hot pot skåle og iskopper, som kræver denne multi-lag coekstruderingsteknologi.
| Model | Adaptivt materiale | Skrue struktur | Specifikationer(mm) | Tykkelse(mm) | Bredde(mm) | Ekstruderingsvolumen(kg/h) |
| SWT-120D | PET,PLA,PP,PS,PE,PC.... | Enkelt skrue | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130D | PET,PLA,PP,PS,PE,PC.... | φ130 | 0,15~2.0 | ≤1200 | 400~600 | |
| SWT-150D | PET,PLA,PP,PS,PE,PC.... | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
| Model | Adaptivt materiale | Skrue struktur | Specifikationer(mm) | Tykkelse(mm) | Bredde(mm) | Ekstruderingsvolumen(kg/h) |
| SWT-75S | PET,PLA,PP,PS,PE,PC.... | Dobbelt skrue | φ75 | 0,15~1.8 | ≤1200 | 400~500 |
| SWT-85S | PET,PLA,PP,PS,PE,PC.... | φ85 | 0,15~1.8 | ≤1200 | 500~700 | |
| SWT-95S | PET,PLA,PP,PS,PE,PC.... | φ95 | 0,15~1.8 | ≤1200 | 800~1100 |
| Model | Adaptivt materiale | Skrue struktur | Specifikationer(mm) | Tykkelse(mm) | Bredde(mm) | Ekstruderingsvolumen(kg/h) |
| SWT-120X | PET,PLA,PP,PS,PE,PC.... | Enkelt skrue + planetskrue (kombination) | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130X | PET,PLA,PP,PS,PE,PC.... | φ130 | 0,15~2.0 | ≤1200 | 500~700 | |
| SWT-150X | PET,PLA,PP,PS,PE,PC.... | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
PP multi-lag co-parametre for ekstruderingsudstyr
| Model | Adaptivt materiale | Skrue struktur | Specifikationer(mm) | Tykkelse(mm) | Bredde(mm) | Ekstruderingsvolumen(kg/h) |
| 2-lag co-ekstrudering | PET,PLA,PP,PS,PE,PC.... | Multi-skrue (tilpasset) | φ75+65 | 0,15~2.0 | ≤1200 | 500~600 |
| 3-lag co-ekstrudering | PET,PLA,PP,PS,PE,PC.... | φ75+65 | 0,15~2.0 | ≤1200 | 600~800 | |
| 5-lag co-ekstrudering | PET,PLA,PP,PS,PE,PC.... | φ85+65+65 | 0,15~2.0 | ≤1200 | 900~1200 |
På hvilke områder kan det anvendes?
Fødevareindustrien
Vi kan producere fastfood-kasser, plastikskåle og -tallerkener, kiksæsker, konditorkasser, friske madbakker og frisk frugt-opbevare kasser som jordbær, blåbær og kirsebær.
Medicinsk industri
Det kan producere engangssprøjteemballage, Tyvek-emballagebokse, medicinske bakker, farmaceutiske blisteremballager og huse til medicinsk udstyr såsom monitorer og ventilatorer.
elektronik industri
Det kan producere elektroniske paller samt ydre emballage og indre paller til elektroniske produkter såsom mobiltelefoner, tablets, smartwatches, Bluetooth headsets, spilcontrollere mv.
Kopfremstillingsindustrien
Vi kan producere kaffekopper, mælketekopper, drikkekopper, engangsfade, mælkekopper, gelékopper, iskopper, engangsdrikkopper osv. samt deres matchende koplåg.
bilindustrien
Indvendige dele: instrumentpanel, dørpanel, tag, sædeskal; udvendige dele: kofanger, fender, hjulkasse, tagbagageboksskal; funktionelle dele: batterimodulskal, motorskal, ventilationskanal osv.
Emballage industri
Det kan producere kosmetiske foringer, gaveæsker, vinemballageæsker, bord- og stolepaneler, skabsdekorationslag, reklamelyskasser samt forskellige emballageblister til tandbørster, legetøj mv.
Kunder spurgte også om disse relaterede maskiner


