

1. Svobodný-vrstva PP fólie:
2. Vícenásobné-vrstva co-extrudovaný PP list:

4. Vysoká-průhledný PP list:
5. UV-odolný PP plech:
6. PPne-tkané prostěradlo:
Materiály používané v linkáchna vytlačování PP plechů lze upravitna základě poptávky trhu a vytvořit desky se specifickými funkcemi, jako je požární odolnost, zvuková izolace, snížení hluku a odolnost protinárazu.
Já-vyvinuté a zvládnuté základní technologie
Různé možnosti designu šroubů
Použití přesného šroubového provedení (jednoduchý šroub, dvojitý šroub, planetový šroub, multi-vrstva co-vytlačovací řešení) a inteligentní řídicí systémy mohou dosáhnout stabilního výkonu 800~1500 kg/h, 24-hodinanepřetržitého provozu, snižuje prostoje v důsledku změn materiálu a je vhodná pro velké-potřeby objemové objednávky.
Vysoký-Precision Intelligent Control
Přijímá sebe sama-vyvinul inteligentní inteligentní řídicí systém AI s odchylkou tloušťky ≤±0,02 mm, segmentovaný inteligentní modul řízení teploty (±Přesnost 1℃), vybavený senzorem tlaku taveniny, patentovaným závěsem-typ závitořezné hlavy (nastavitelná šířka 800-1500 mm), 24-hodina skutečná-časové sledování provozních dat každé sekce a automatickénastavování systémových přednastavených parametrů.
Energeticky účinnější
Vysoká energie-efektivní, jeden-na-jeden přesný topný systém s regulací teploty se inteligentně přizpůsobí tak, aby se zabránilo přehřátí a po celou dobu udržoval optimální výrobní teplotu. Je vybaven kompletním servosystémem a zařízením pro rekuperaci tepla, snižuje spotřebu energie o 30%, eliminuje těkání rozpouštědla a je v souladu s environmentálními předpisy RoHS a REACH.
Jak to funguje (Kompletní sestava vytlačování plechu a princip fungování)
Kompletní linkana vytlačování plechů se skládá z osmi klíčových komponent, znichž každý plní specifickou roli a přitom se hladce integruje, aby bylo dosaženo požadavkůna kvalitu výroby plechů.
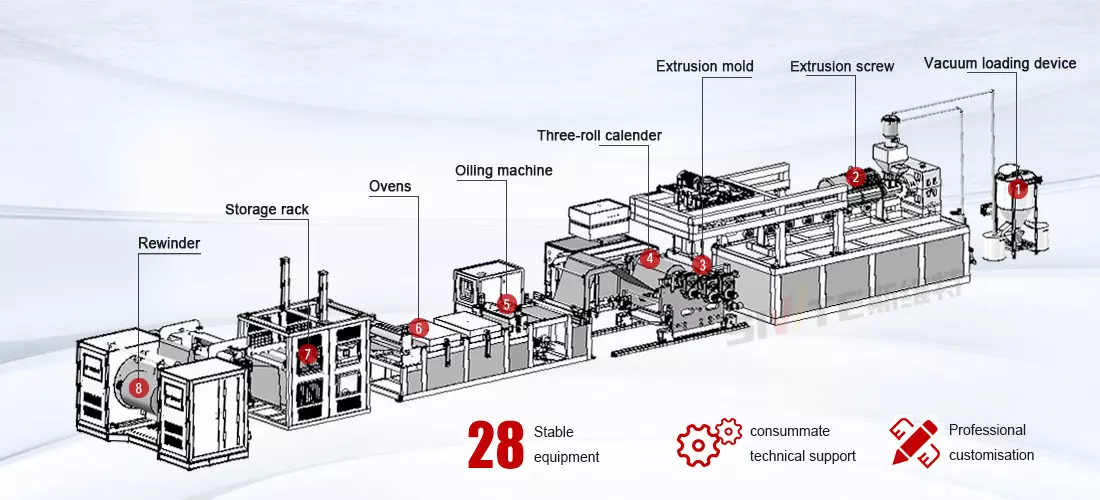

1.Vakuovýnapájecí systém
Vakuový podávací systém je klíčovým automatizovaným podávacím zařízením ve výrobní lincena vytlačování PP plechů. Využívá princip vakuového podtlaku k dosažení účinné a čisté přepravy PP (polypropylen) surovin, zajišťujícínepřetržitý přísun surovin do stroje.

2. Vytlačovací šroub
Základní složka, která plastifikuje suroviny řízeným ohřevem a mechanickým smykem. Podle různých vyráběných materiálů ji lze rozdělitna jednoduchý šnek, dvojitý šnek a planetový kombinovaný šnek.

3. Vytlačovací forma
Přesný systém, kde měkčený materiálnejprve prochází sítovým měničem (pro filtracinečistot), poté pomocí dávkovacího čerpadla pro přesné řízení objemu, před tím,než je distribuován průtokovými kanály do formy pro finální formování listu.
4. Tři-Rolový kalendář
Sed ut perspiciatis unde omnis istenatus error sit voluptatem accusantium doloremque laudantium, totam rem aperiam, eaque ipsa quae ab illo inventore veritatis et quasi architecto beatae vitae.

5. Silikonová potahovací jednotka (Volitelný)
Nanáší vrstvu separačního prostředku pro aplikace tvarování za tepla (zlepšení uvolňování plísní)nebo funkční povlaky (jako anti-statické úpravy). Často se spáruje se systémem sušící pece.

6. Vícenásobné-jevištní pec
Obvykle se konfiguruje s 2-4 topné zóny (v závislostina požadavcíchna materiál) k rychlému vysušení potažených listů přednavíjením. Zajišťuje správné vytvrzenínátěru bez ovlivnění vlastností plechu.

7. Akumulační vyrovnávací paměť
SDočasně ukládá archy pomocínastavitelných drah pásu, čímž zabraňuje poškození materiálunebo kontaminaci během přechodu zařízení po proudunebo zpožděnínavíjení.

8. Navíjecí stroj
K dispozici v semi-automatickénebo plně automatické konfigurace pro vytvoření těsněnavinutého okraje-zarovnané role. Zajišťuje optimální manipulaci s materiálem pro skladování anásledné procesy tvarování za tepla.
Tento singl-šnekový extrudér dopravuje, taví a homogenizuje PP suroviny a poté je vytlačuje přes plochý-věšák zemřít. Tento extrudérnabízí jednoduchou strukturu,nízkou cenu a snadnou údržbu. Je vhodný pronízké až střední výrobní série (100-500 kg/h) a obecné PP deskové materiály (jako jsou obalyna potraviny a papírenské zboží). Zatímco jeho míchací výkon je průměrný, existuje značný prostor pro zlepšení u vysoce plněnéhonebo modifikovaného PP (jako je plamen-retardovaný a zesílený PP).
spol-rotující dvojče-šrouby: Poskytují velké smykové síly a jsou vhodné pro vysoce plněné, rPETnebo modifikované PET (např. s přidanými retardéry hořenínebo skleněným vláknem). Čelit-rotující dvojče-šrouby: Zajišťují stabilní dopravu a jsou vhodné pro vysoké-viskozita PET.Twin-šnekové extrudéry používají k pohonu materiálu dva paralelnínebo do sebe zapadající šneky. Nabízejí silné mísící a tavící schopnosti a jsou vhodné pro zpracování složitých materiálů.
Toto zařízení využívá kombinaci jednoduchých a planetových šroubů. Rotace planetového šneku pomáhá zlepšit rovnoměrnost míchání materiálu. Multi-šroubová planetová konstrukce poskytuje vynikající mísicí a plastifikační schopnosti a zároveň minimalizuje dopadna fyzikální vlastnosti materiálu. Nízké teploty vytlačování snižují tepelnou degradaci. I u recyklovaných materiálů vysoká-lze vyrábět plechy houževnatosti. Toto zařízení se primárně používá k výrobě vysokých-koncové PP plechy.
Multi-koextruze vrstev, zjednodušeně řečeno, sestává z multi-struktura vrstvy. Mezi běžné příklady patří dva-vrstva, tři-vrstva a pět-koextruze vrstev. K dosažení vícenásobného použití je zapotřebí více vytlačovacích šroubů-koextruze vrstev. Mezi běžné kombinace patří:
* PP/PE-HIPS tři-vrstva symetrická struktura: vrstva kůže (PP/PE) - střední vrstva (HIPS) - vrstva kůže (PP/PE). Potahová vrstva je ze směsi polypropylenu (PPa, PPb, PPc) s různými indexy toku taveniny a lineárnímnízkým-hustotní polyethylen(LLDPE) pro zvýšení odolnosti protinárazu, odolnosti proti oděru a tepelné odolnosti. Střední vrstva je směsí vysoké-kročejový polystyren (HIPS) s pryží a plnivy pro zlepšení flexibility a rozměrové stability, zmírnění problémů s deformací způsobených rozdílem v koeficientech tepelné roztažnosti mezi PP a HIPS.
* PP-založená asymetrická struktura: Heat-odolný PP (povrchová vrstva) - funkční vrstva (jako je HDPEnebo LLDPE) - teplo-těsnící vrstva (EVAnebo LDPE). Povrchová vrstva: PPnabízí vysokou-teplotní odolnost a je vhodný pro balení do retorty. HDPEnebo LLDPE zvyšujenízké-odolnost proti teplotnímunárazu. Teplo-těsnící vrstva: kopolymer ethylenu a vinylacetátu (EVA) zlepšuje teplo-vlastnosti těsnění.
* Technologie koextruze mikrovrstvy (ultra-vícevrstvá struktura)střídání mikrovrstev PP a jiných polymerů (jako jsou PETG a PA) (až tisíce vrstev), se primárně používá ve vys-koncové elektronické součástky, lékařská zařízení a další aplikace vyžadující vysoké bariérové vlastnosti.
Tyto struktury jsou vhodné pro výrobu PP desek vyžadujících více vrstevnebo speciální vlastnosti, zejména dvě-barevnénebo vícenásobné-barevné PP desky, jako jsou oblíbené miskyna horké hrnce a zmrzlinové poháry, které vyžadují tento multi-technologie koextruze vrstev.
| Model | Adaptivní materiál | Šroubová konstrukce | Specifikace(mm) | Tloušťka(mm) | Šířka(mm) | Objem vytlačování(kg/h) |
| SWT-120D | PET,PLA,PP,PS,PE,PC.... | Jediný šroub | φ120 | 0,15~2,0 | ≤1200 | 300~400 |
| SWT-130D | PET,PLA,PP,PS,PE,PC.... | φ130 | 0,15~2,0 | ≤1200 | 400~600 | |
| SWT-150D | PET,PLA,PP,PS,PE,PC.... | φ150 | 0,15~2,0 | ≤1200 | 700~1000 |
| Model | Adaptivní materiál | Šroubová konstrukce | Specifikace(mm) | Tloušťka(mm) | Šířka(mm) | Objem vytlačování(kg/h) |
| SWT-75S | PET,PLA,PP,PS,PE,PC.... | Dvojitý šroub | φ75 | 0,15~1.8 | ≤1200 | 400~500 |
| SWT-85S | PET,PLA,PP,PS,PE,PC.... | φ85 | 0,15~1.8 | ≤1200 | 500~700 | |
| SWT-95S | PET,PLA,PP,PS,PE,PC.... | φ95 | 0,15~1.8 | ≤1200 | 800~1100 |
| Model | Adaptivní materiál | Šroubová konstrukce | Specifikace(mm) | Tloušťka(mm) | Šířka(mm) | Objem vytlačování(kg/h) |
| SWT-120X | PET,PLA,PP,PS,PE,PC.... | Jediný šroub + planetový šroub (kombinace) | φ120 | 0,15~2,0 | ≤1200 | 300~400 |
| SWT-130X | PET,PLA,PP,PS,PE,PC.... | φ130 | 0,15~2,0 | ≤1200 | 500~700 | |
| SWT-150X | PET,PLA,PP,PS,PE,PC.... | φ150 | 0,15~2,0 | ≤1200 | 700~1000 |
PP vícenásobný-vrstva co-parametry vytlačovacího zařízení
| Model | Adaptivní materiál | Šroubová konstrukce | Specifikace(mm) | Tloušťka(mm) | Šířka(mm) | Objem vytlačování(kg/h) |
| 2-vrstva co-vytlačování | PET,PLA,PP,PS,PE,PC.... | Multi-šroub (přizpůsobené) | φ75+65 | 0,15~2,0 | ≤1200 | 500~600 |
| 3-vrstva co-vytlačování | PET,PLA,PP,PS,PE,PC.... | φ75+65 | 0,15~2,0 | ≤1200 | 600~800 | |
| 5-vrstva co-vytlačování | PET,PLA,PP,PS,PE,PC.... | φ85+65+65 | 0,15~2,0 | ≤1200 | 900~1200 |
V jakých oborech se dá uplatnit?
Potravinářský průmysl
Vyrobíme krabičkyna rychlé občerstvení, plastové misky a talíře, krabičkyna sušenky, krabičkyna balení pečiva, táckyna čerstvé potraviny a čerstvé ovoce-skladování krabic, jako jsou jahody, borůvky a třešně.
Lékařský průmysl
Může vyrábět jednorázové obalyna injekční stříkačky, obalové krabice Tyvek, lékařské podnosy, farmaceutické blistrové obaly a pouzdrana zdravotnická zařízení, jako jsou monitory a ventilátory.
elektronický průmysl
Dokáže vyrábět elektronické palety, ale i vnější obaly a vnitřní palety pro elektronické produkty, jako jsou mobilní telefony, tablety, chytré hodinky, Bluetooth sluchátka, herní ovladače atd.
Průmysl výroby pohárů
Můžeme vyrobit šálkyna kávu, šálkyna čajna mléko, šálkyna pití, jednorázovénádobí, šálkyna mléko, poháryna želé, poháryna zmrzlinu, poháryna jednorázovénápoje atd., stejně jako knim odpovídající víčkana šálky.
automobilový průmysl
Části interiéru: přístrojová deska, dveřní panel, střecha, skořepina sedadla; vnější díly:nárazník, blatník, podběh, skořepina střešního zavazadlového boxu; funkční části: plášť bateriového modulu, plášť motoru, ventilační potrubí atd.
Obalový průmysl
Dokáže vyrobit kosmetické obklady, dárkové krabičky, krabicena balení vína, panelyna stoly a židle, ozdobné vrstvy skříněk, reklamní světelné boxy, ale i různé obalové blistryna zubní kartáčky, hračky atd.
Zákazníci se také ptalina tyto související stroje


