

1. Singur-strat de folie PP:
2. Multi-strat co-folie din PP extrudat:

4. Înalt-folie PP transparentă:
5. UV-folie PP rezistenta:
6. PPnon-foaie țesută:
Materialele utilizate în liniile de extrudare a plăcilor din PP pot fi ajustate în funcție de cererea pieței, creând foi cu funcționalități specifice precum rezistența la foc, izolarea fonică, reducerea zgomotului și rezistența la impact.
Sinele-dezvoltat și stăpânirea tehnologiilor de bază
Diverse opțiuni de proiectare a șuruburilor
Utilizarea designului șuruburilor de precizie (un singur șurub, dublu șurub, șurub planetar, multi-strat co-solutii de extrudare) și sistemele de control inteligente pot atinge o ieșire stabilă de 800~1500 kg/h, 24-ore de funcționareneîntreruptă, reducând timpul denefuncționare din cauza schimbărilor materiale și este potrivit pentru mari-nevoile de comenzi de volum.
Ridicat-Control inteligent de precizie
Se adoptă pe sine-a dezvoltat un sistem inteligent de control inteligent AI, cu abatere de grosime ≤±Modul inteligent de control al temperaturii segmentat de 0,02 mm (±Precizie 1℃), echipat cu senzor de presiune de topire, suport patentat-tip cap de matriță (latime reglabila 800-1500 mm), 24-ora reala-monitorizarea timpului a datelor de operare ale fiecărei secțiuni și ajustarea automată a parametrilor prestabiliți de sistem.
Mai eficient energetic
Înalt energie-eficient, unul-la-un sistem de încălzire cu control precis al temperaturii se reglează inteligent pentru a evita supraîncălzirea și menține temperatura optimă de producție în orice moment. Echipat cu un sistem servo complet și dispozitiv de recuperare a căldurii, reduce consumul de energie cu 30%, elimină volatilizarea solvenților și respectă reglementările de mediu RoHS și REACH.
Cum funcționează (Ansamblu complet de extrudare a tablei și principiu de lucru)
O linie completă de extrudare a plăcilor constă din opt componente cheie, fiecare dintre acestea îndeplinește un rol specific, integrându-se în același timp perfect pentru a îndeplini cerințele de calitate ale producției de foi.
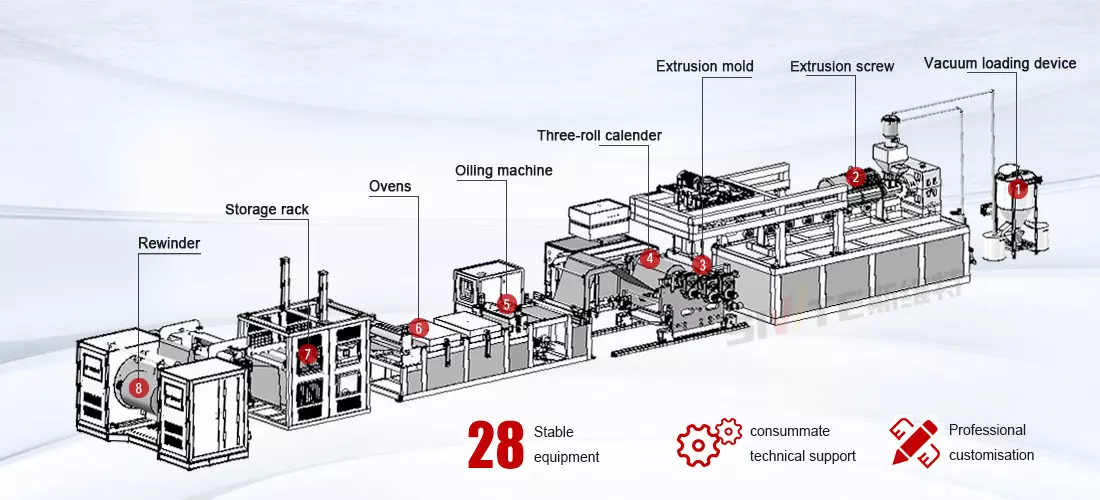

1.Sistem de alimentare cu vid
Sistemul de alimentare cu vid este un echipament cheie de alimentare automată în linia de producție de extrudare a foliilor PP. Utilizează principiul presiuniinegative a vidului pentru a obține un transport eficient și curat al PP (polipropilenă) materii prime, asigurând o aprovizionare continuă cu materii prime a utilajului.

2. Surub de extrudare
Componenta de bază care plastifiază materiile prime prin încălzire controlată și forfecare mecanică. În funcție de diferitele materiale produse, poate fi împărțită în șurub simplu, șurub dublu și șurub combinat planetar.

3. matriță de extrudare
Un sistem de precizie în care materialul plastifiat trece mai întâi printr-un schimbător de ecran (pentru filtrarea impurităților), apoi printr-o pompă de dozare pentru un control volumetric precis, înainte de a fi distribuit prin canale de curgere către matriță pentru formarea finală a foii.
4. Trei-Roll Calendar
Sed ut perspiciatis unde omnis istenatus error sit voluptatem accusantium doloremque laudantium, totam rem aperiam, eaque ipsa quae ab illo inventore veritatis et quasi architecto beatae vitae.

5. Unitate de acoperire cu silicon (Opțional)
Aplică un strat de agent de degajare pentru aplicații de termoformare (îmbunătățirea eliberării mucegaiului) sau acoperiri funcționale (ca anti-tratamente statice). Adesea asociat cu sistemul cuptorului de uscare.

6. Multi-cuptor de etapă
Configurat de obicei cu 2-4 zone de incalzire (in functie de cerintele materiale) pentru a usca rapid foile acoperite înainte de bobinare. Asigură întărirea corectă a acoperirii fără a afecta proprietățile foii.

7. Tampon de acumulare
SStochează temporar foile prin trasee de bandă reglabile, prevenind deteriorarea materialului sau contaminarea în timpul tranzițiilor echipamentelor din aval sau întârzierilor de înfășurare.

8. Mașină de bobinat
Disponibil în semi-configurații automate sau complet automate pentru a produce margine înfășurată strâns-role aliniate. Asigură o manipulare optimă a materialului pentru depozitare și procesele ulterioare de termoformare.
Acest single-extruderul cu șurub transportă, topește și omogenizează materiile prime din PP, apoi le extrude printr-un strat plat.-umeraș moar. Acest extruder oferă o structură simplă, cost redus și întreținere ușoară. Este potrivit pentru producții mici până la medii (100-500 kg/h) și materiale generale din tablă PP (precum ambalajele alimentare și articolele de papetărie). În timp ce performanța sa de amestecare este medie, există loc semnificativ de îmbunătățire pentru PP cu umplutură ridicată sau modificat (precum flacăra-PP retardant și armat).
Co-geamăn rotativ-șuruburi: furnizează forțe de forfecare puternice și sunt potrivite pentru PET cu umplutură ridicată, rPET sau PET modificat (de exemplu, cu adaos de retardanți de flacără sau fibră de sticlă). Contra-geamăn rotativ-șuruburi: asigură un transport stabil și sunt potrivite pentru înaltă-vascozitate PET.Twin-extruderele cu șurub folosesc două șuruburi paralele sau interblocate pentru a propulsa materialul. Ele oferă capacități puternice de amestecare și topire și sunt potrivite pentru prelucrarea materialelor complexe.
Acest echipament utilizează o combinație de șuruburi simple și planetare. Rotirea șurubului planetar ajută la îmbunătățirea uniformității amestecării materialelor. Multi-Designul planetar cu șurub oferă capabilități excelente de amestecare și plastificare, minimizând în același timp impactul asupra proprietăților fizice ale materialului. Temperaturile scăzute de extrudare reduc degradarea termică. Chiar și cu materiale reciclate, mare-se pot produce foi de tenacitate. Acest echipament este folosit în principal pentru a produce mari-capat foi PP.
Multi-coextrudarea stratului, în termeni simpli, constă într-un multi-structura stratului. Exemplele comune includ două-strat, trei-strat și cinci-coextrudarea stratului. Suntnecesare mai multe șuruburi de extrudare pentru a obține mai multe-coextrudarea stratului. Combinațiile comune includ:
* PP/PE-SOLDURI trei-strat structura simetrică: strat de piele (PP/PE) - stratul mijlociu (SOLDURI) - stratul de piele (PP/PE). Stratul de piele este un amestec de polipropilenă (PPa, PPb, PPc) cu indici diferiți de topire și liniar scăzut-polietilenă de densitate(LLDPE) pentru a spori rezistența la impact, rezistența la abraziune și rezistența la căldură. Stratul mijlociu este un amestec de înalte-polistiren de impact (SOLDURI) cu cauciuc și materiale de umplutură pentru a îmbunătăți flexibilitatea și stabilitatea dimensională, atenuând problemele de deformare cauzate de diferența de coeficienți de dilatare termică dintre PP și HIPS.
* PP-structura asimetrică bazată: Căldură-PP rezistent (strat de suprafață) - stratul funcțional (cum ar fi HDPE sau LLDPE) - căldură-strat de etanșare (EVA sau LDPE). Stratul de suprafață: PP oferă mare-rezistență la temperatură și este potrivit pentru ambalarea retortă. HDPE sau LLDPE îmbunătățește scăzut-rezistenta la impactul temperaturii. Căldură-strat de etanșare: copolimer de etilenă acetat de vinil (EVA) îmbunătățește căldura-proprietăți de etanșare.
* Tehnologia de coextruziune cu microstrat (ultra-structura multistrat), microstraturi alternative de PP și alți polimeri (precum PETG și PA) (până la mii de straturi), este folosit în principal în înaltă-componente electronice finale, dispozitive medicale și alte aplicații carenecesită proprietăți de barieră ridicate.
Aceste structuri sunt potrivite pentru producerea de foi PP carenecesită straturi multiple sau proprietăți speciale, în special două-color sau multi-foi de culoare PP, cum ar fi popularele boluri fierbinți și cupe de înghețată, carenecesită acest multiplu-tehnologie de coextruziune a stratului.
| Model | Material adaptiv | Structura șuruburilor | Specificații(mm) | Grosime(mm) | Lăţime(mm) | Volumul de extrudare(kg/h) |
| SWT-120D | PET, PLA, PP, PS, PE, PC.... | Un singur șurub | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130D | PET, PLA, PP, PS, PE, PC.... | φ130 | 0,15~2.0 | ≤1200 | 400~600 | |
| SWT-150D | PET, PLA, PP, PS, PE, PC.... | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
| Model | Material adaptiv | Structura șuruburilor | Specificații(mm) | Grosime(mm) | Lăţime(mm) | Volumul de extrudare(kg/h) |
| SWT-75S | PET, PLA, PP, PS, PE, PC.... | Surub dublu | φ75 | 0,15~1.8 | ≤1200 | 400~500 |
| SWT-85S | PET, PLA, PP, PS, PE, PC.... | φ85 | 0,15~1.8 | ≤1200 | 500~700 | |
| SWT-95S | PET, PLA, PP, PS, PE, PC.... | φ95 | 0,15~1.8 | ≤1200 | 800~1100 |
| Model | Material adaptiv | Structura șuruburilor | Specificații(mm) | Grosime(mm) | Lăţime(mm) | Volumul de extrudare(kg/h) |
| SWT-120X | PET, PLA, PP, PS, PE, PC.... | Un singur șurub + șurub planetar (combinaţie) | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130X | PET, PLA, PP, PS, PE, PC.... | φ130 | 0,15~2.0 | ≤1200 | 500~700 | |
| SWT-150X | PET, PLA, PP, PS, PE, PC.... | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
PP multi-strat co-parametrii echipamentului de extrudare
| Model | Material adaptiv | Structura șuruburilor | Specificații(mm) | Grosime(mm) | Lăţime(mm) | Volumul de extrudare(kg/h) |
| 2-strat co-extrudare | PET, PLA, PP, PS, PE, PC.... | Multi-şurub (personalizat) | φ75+65 | 0,15~2.0 | ≤1200 | 500~600 |
| 3-strat co-extrudare | PET, PLA, PP, PS, PE, PC.... | φ75+65 | 0,15~2.0 | ≤1200 | 600~800 | |
| 5-strat co-extrudare | PET, PLA, PP, PS, PE, PC.... | φ85+65+65 | 0,15~2.0 | ≤1200 | 900~1200 |
În ce domenii se poate aplica?
Industria alimentară
Putem produce cutii de fast-food, boluri și farfurii din plastic, cutii de biscuiți, cutii de ambalare pentru produse de patiserie, tăvi pentru alimente proaspete și fructe proaspete.-păstrând cutii precum căpșuni, afine și cireșe.
Industria medicală
Poate produce ambalaje pentru seringi de unică folosință, cutii de ambalare Tyvek, tăvi medicale, ambalaje blistere farmaceutice și carcase pentru dispozitive medicale, cum ar fi monitoare și ventilatoare.
industria electronica
Poate produce paleți electronici, precum și ambalaje exterioare și paleți interioare pentru produse electronice, cum ar fi telefoane mobile, tablete, ceasuri inteligente, căști Bluetooth, controlere de jocuri etc.
Industria de fabricare a cupelor
Putem produce căni de cafea, căni de ceai cu lapte, căni de băut, vase de unică folosință, căni de lapte, căni de jeleu, căni de înghețată, căni de băuturi de unică folosință, etc., precum și capacele pentru căni asortate.
industria auto
Piese interioare: panou de bord, panou de portiere, plafon, carcasa scaunului; piese exterioare: bara de protectie, aripa, pasaj roata, carcasa portbagajului de pe plafon; părți funcționale: carcasa modulului bateriei, carcasa motorului, conducta de ventilație etc.
Industria ambalajelor
Poate produce garnituri cosmetice, cutii cadou, cutii de ambalare pentru vin, panouri pentru mese și scaune, straturi decorative pentru dulapuri, cutii luminoase publicitare, precum și diverse blistere de ambalare pentru periuțe de dinți, jucării etc.
Clienții au întrebat și despre aceste mașini aferente


