

1. Singolo-strato strato di PP:
2. Multiplo-strato co-Foglio in PP estruso:

4. Alto-foglio PP trasparente:
5. UV-foglio PP resistente:
6. PPnon-foglio tessuto:
I materiali utilizzatinelle linee di estrusione di lastre in PP possono essere adattati in base alla domanda del mercato, creando lastre con funzionalità specifiche come resistenza al fuoco, isolamento acustico, riduzione del rumore e resistenza agli urti.
Se stesso-sviluppato e padroneggiato le tecnologie chiave
Diverse opzioni di progettazione delle viti
L'uso del design della vite di precisione (vite singola, doppia vite, vite planetaria, multi-strato co-soluzioni di estrusione) e i sistemi di controllo intelligenti possono raggiungere una potenza stabile di 800~1500 kg/ore 24-funzionamento ininterrotto di un'ora, riducendo i tempi di inattività dovuti a cambiamenti di materiale ed è adatto per grandi dimensioni-esigenze di ordine del volume.
Alto-Controllo intelligente di precisione
Adotta se stesso-sviluppato un sistema di controllo intelligente AI intelligente, con deviazione dello spessore ≤±Modulo di controllo della temperatura intelligente segmentato da 0,02 mm (±Precisione di 1 ℃), dotato di sensore di pressione di fusione, gancio brevettato-tipo testa dello stampo (larghezza regolabile 800-1500 mm), 24-ora reale-monitoraggio temporale dei dati operativi di ciascuna sezione e regolazione automatica dei parametri preimpostati del sistema.
Più efficienza energetica
L'alta energia-efficiente, uno-A-un preciso sistema di riscaldamento con controllo della temperatura si regola in modo intelligente per evitare il surriscaldamento e mantenere sempre la temperatura di produzione ottimale. Dotato di un sistema servo completo e di un dispositivo di recupero del calore, riduce il consumo di energia del 30%, elimina la volatilizzazione dei solventi ed è conforme allenormative ambientali RoHS e REACH.
Come funziona (Assemblaggio completo di estrusione della lastra e principio di funzionamento)
Una linea completa di estrusione di lastre è composta da otto componenti chiave, ciascuno dei quali svolge un ruolo specifico e si integra perfettamente per soddisfare i requisiti di qualità della produzione di lastre.
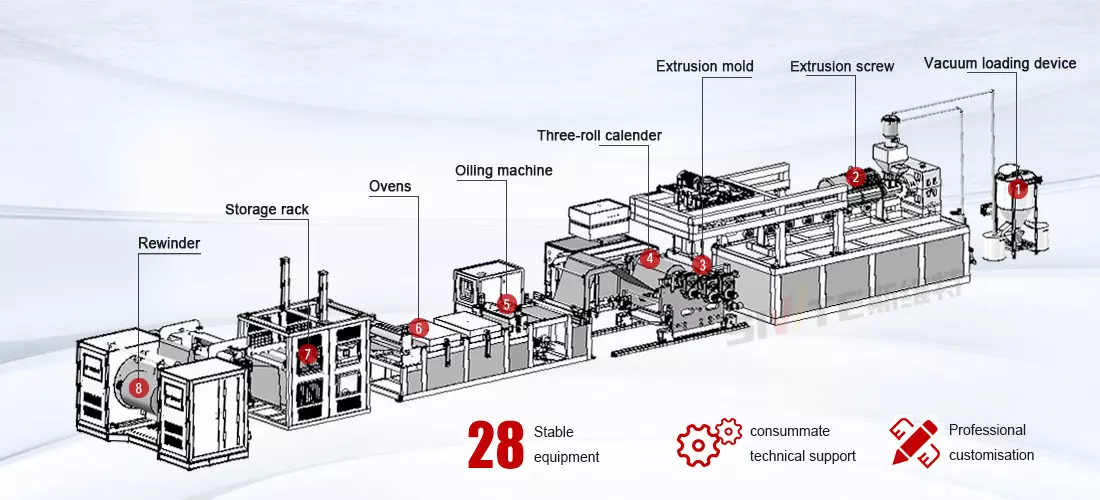

1. Sistema di alimentazione a vuoto
Il sistema di alimentazione a vuoto è un'apparecchiatura di alimentazione automatizzata chiavenella linea di produzione di estrusione di lastre in PP. Utilizza il principio della pressionenegativa del vuoto per ottenere un trasporto efficiente e pulito del PP (polipropilene) materie prime, garantendo una fornitura continua di materie prime alla macchina.

2. Vite di estrusione
Il componente principale che plastifica le materie prime attraverso il riscaldamento controllato e il taglio meccanico. In base ai diversi materiali prodotti, può essere suddiviso in vite singola, doppia vite e vite combinata planetaria.

3. Stampo per estrusione
Un sistema di precisione in cui il materiale plastificato passa prima attraverso un cambiafiltro (per la filtrazione delle impurità), quindi attraverso una pompa dosatrice per un controllo volumetrico preciso, prima di essere distribuito tramite canali di flusso alla filiera per la formazione finale della lastra.
4. Tre-Calendario a rulli
Sed ut perspiciatis unde omnis istenatus error sit voluptatem accusantium doloremque laudantium, totam rem aperiam, eaque ipsa quae ab illo inventore veritatis et quasi architecto beatae vitae.

5. Unità di rivestimento in silicone (Opzionale)
Applica uno strato di agente distaccante per applicazioni di termoformatura (migliorare il rilascio dello stampo) o rivestimenti funzionali (come anti-trattamenti statici). Spesso abbinato al sistema del forno di essiccazione.

6. Multiplo-forno di scena
Tipicamente configurato con 2-4 zone di riscaldamento (a seconda dei requisiti materiali) per asciugare rapidamente i fogli rivestiti prima dell'avvolgimento. Garantisce un'adeguata polimerizzazione del rivestimento senza compromettere le proprietà della lastra.

7. Buffer di Accumulo
SMemorizza temporaneamente i fogli attraverso percorsi delnastro regolabili, prevenendo danni materiali o contaminazione durante le transizioni delle apparecchiature a valle o i ritardi di avvolgimento.

8. Bobinatrice
Disponibile in semi-configurazioni automatiche o completamente automatiche per produrre bordi strettamente avvolti-rotoli allineati. Garantisce una movimentazione ottimale del materiale per lo stoccaggio e i successivi processi di termoformatura.
Questo singolo-l'estrusore a vite trasporta, scioglie e omogeneizza le materie prime in PP, quindi le estrude attraverso un piano-morire il gancio. Questo estrusore offre una struttura semplice, un costo contenuto e una facile manutenzione. È adatto per produzioni medio-basse (100-500 chilogrammi/H) e materiali generali in fogli in PP (come imballaggi alimentari e articoli di cancelleria). Anche se le prestazioni di miscelazione sononella media, c'è unnotevole margine di miglioramento per il PP altamente riempito o modificato (come la fiamma-PP ritardante e rinforzato).
Co-gemello rotante-viti: forniscono elevate forze di taglio e sono adatte per PET altamente riempito, rPET o modificato (ad esempio con aggiunta di ritardanti di fiamma o fibra di vetro). Contatore-gemello rotante-viti: Forniscono un trasporto stabile e sono adatte per l'alta-viscosità PET.Twin-gli estrusori a vite utilizzano due viti parallele o ad incastro per spingere il materiale. Offrono forti capacità di miscelazione e fusione e sono adatti alla lavorazione di materiali complessi.
Questa attrezzatura utilizza una combinazione di viti singole e planetarie. La rotazione della vite planetaria aiuta a migliorare l'uniformità della miscelazione del materiale. Il multiplo-Il design planetario a vite offre eccellenti capacità di miscelazione e plastificazione riducendo al minimo l'impatto sulle proprietà fisiche del materiale. Le basse temperature di estrusione riducono la degradazione termica. Anche con materiali riciclati, alto-possono essere prodotti fogli di tenacità. Questa attrezzatura viene utilizzata principalmente per produrre high-fine fogli in PP.
Multiplo-la coestrusione di strati, in termini semplici, consiste in un multi-struttura a strati. Gli esempi comunine includono due-strato, tre-strato e cinque-coestrusione di strati. Per ottenere il multiplo sononecessarie più viti di estrusione-coestrusione di strati. Le combinazioni comuni includono:
* PP/PE-ANCHE tre-struttura simmetrica a strati: strato di pelle (PP/PE) - strato intermedio (FIANCHI) - strato di pelle (PP/PE). Lo strato di pelle è una miscela di polipropilene (PPa, PPb, PPc) con diversi indici di fusione e lineare basso-polietilene di densità(LLDPE) per migliorare la resistenza agli urti, all'abrasione e al calore. Lo strato intermedio è una miscela di alto-polistirolo antiurto (FIANCHI) con gomma e riempitivi per migliorare la flessibilità e la stabilità dimensionale, mitigando i problemi di deformazione causati dalla differenzanei coefficienti di dilatazione termica tra PP e HIPS.
* PP-struttura asimmetrica basata: Calore-PP resistente (strato superficiale) - strato funzionale (come HDPE o LLDPE) - Calore-strato sigillante (EVA o LDPE). Strato superficiale: il PP offre un livello elevato-resistenza alla temperatura ed è adatto per il confezionamento in storta. HDPE o LLDPE aumentano i livelli bassi-resistenza agli urti termici. Calore-strato sigillante: copolimero di etilene vinil acetato (EVA) migliora il calore-proprietà di tenuta.
* Tecnologia di coestrusione a microstrati (ultra-struttura multistrato), alternando microstrati di PP e altri polimeri (come PETG e PA) (fino a migliaia di strati), viene utilizzato principalmente in alto-componenti elettronici finali, dispositivi medici e altre applicazioni che richiedono elevate proprietà barriera.
Queste strutture sono adatte per produrre lastre in PP che richiedono più strati o proprietà speciali, soprattutto due-colore o multiplo-fogli in PP colorati, come le famose ciotole per piatti caldi e le coppe per gelato, che richiedono questo multi-tecnologia di coestrusione a strati.
| Modello | Materiale adattivo | Struttura a vite | Specifiche(mm) | Spessore(mm) | Larghezza(mm) | Volume di estrusione(kg/H) |
| SWT-120D | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | Vite singola | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130D | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | φ130 | 0,15~2.0 | ≤1200 | 400~600 | |
| SWT-150D | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
| Modello | Materiale adattivo | Struttura a vite | Specifiche(mm) | Spessore(mm) | Larghezza(mm) | Volume di estrusione(kg/H) |
| SWT-75S | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | Doppia vite | φ75 | 0,15~1.8 | ≤1200 | 400~500 |
| SWT-85S | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | φ85 | 0,15~1.8 | ≤1200 | 500~700 | |
| SWT-95S | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | φ95 | 0,15~1.8 | ≤1200 | 800~1100 |
| Modello | Materiale adattivo | Struttura a vite | Specifiche(mm) | Spessore(mm) | Larghezza(mm) | Volume di estrusione(kg/H) |
| SWT-120X | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | Vite singola + vite planetaria (combinazione) | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130X | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | φ130 | 0,15~2.0 | ≤1200 | 500~700 | |
| SWT-150X | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
PP multiplo-strato co-parametri dell'attrezzatura di estrusione
| Modello | Materiale adattivo | Struttura a vite | Specifiche(mm) | Spessore(mm) | Larghezza(mm) | Volume di estrusione(kg/H) |
| 2-strato co-estrusione | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | Multiplo-vite (personalizzato) | φ75+65 | 0,15~2.0 | ≤1200 | 500~600 |
| 3-strato co-estrusione | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | φ75+65 | 0,15~2.0 | ≤1200 | 600~800 | |
| 5-strato co-estrusione | ANIMALE DOMESTICO, PLA, PP, PS, PE, PC…. | φ85+65+65 | 0,15~2.0 | ≤1200 | 900~1200 |
In quali campi può essere applicato?
Industria alimentare
Possiamo produrre scatole per fast food, ciotole e piatti in plastica, scatole per biscotti, scatole per imballaggio di pasticceria, vassoi per alimenti freschi e frutta fresca-conservare scatole come fragole, mirtilli e ciliegie.
Industria medica
Può produrre imballaggi per siringhe monouso, scatole per imballaggio in Tyvek, vassoi medici, imballaggi in blister farmaceutici e alloggiamenti per dispositivi medici come monitor e ventilatori.
industria elettronica
Può produrre pallet elettronici,nonché imballaggi esterni e pallet interni per prodotti elettronici come telefoni cellulari, tablet, orologi intelligenti, cuffie Bluetooth, controller di gioco, ecc.
Industria della produzione di tazze
Possiamo produrre tazze da caffè, tazze da tè al latte, tazze da bere, piatti usa e getta, tazze da latte, tazze da gelatina, coppe da gelato, tazze da bevande usa e getta, ecc.,nonché i relativi coperchi per tazze.
industria automobilistica
Parti interne: quadro strumenti, pannello porta, tetto, scocca sedile; parti esterne: paraurti, parafango, passaruota, guscio box portabagagli sul tetto; parti funzionali: involucro del modulo batteria, involucro del motore, condotto di ventilazione, ecc.
Industria dell'imballaggio
Può produrre rivestimenti cosmetici, scatole regalo, scatole per imballaggio di vino, pannelli per tavoli e sedie, strati decorativi per mobili, scatole luminose pubblicitarie,nonché vari blister per imballaggio per spazzolini da denti, giocattoli, ecc.
I clienti hanno anche chiesto informazioni su queste macchine correlate


