

1. Singel-lager PP-ark:
2. Multi-lager co-extruderad PP-plåt:

4. Hög-transparent PP-ark:
5. UV-resistent PP-ark:
6. PP icke-vävt ark:
Materialen som används i PP-plåtextruderingslinjer kan justeras baserat på marknadens efterfrågan, vilket skapar plåtar med specifika funktioner som brandmotstånd, ljudisolering, ljudreducering och slagtålighet.
Själv-utvecklat och behärska kärnteknologier
Olika skruvdesignalternativ
Användningen av precisionsskruvdesign (enkelskruv, dubbelskruv, planetskruv, multi-lager co-extruderingslösningar) och intelligenta styrsystem kan uppnå en stabil effekt på 800~1500 kg/h, 24-timmes oavbruten drift, vilket minskar stilleståndstiden på grund av materialförändringar, och är lämplig för stora-volymbeställningsbehov.
Hög-Precision Intelligent Control
Den adopterar sig själv-utvecklat intelligent AI intelligent styrsystem, med tjockleksavvikelse ≤±0,02 mm, segmenterad intelligent temperaturkontrollmodul (±1℃noggrannhet), utrustad med smälttryckssensor, patenterad hängare-typ formhuvud (justerbar bredd 800-1500 mm), 24-timme verklig-tidsövervakning av varje sektions driftsdata, och automatisk justering av systemets förinställda parametrar.
Mer energieffektiv
Den mycket energi-effektiv, en-till-ett exakt temperaturkontroll värmesystem justerar intelligent för att undvika överhettning och bibehåller den optimala produktionstemperaturen hela tiden. Utrustad med ett komplett servosystem och värmeåtervinningsenhet, minskar den energiförbrukningen med 30%, eliminerar förångning av lösningsmedel och följer miljöbestämmelserna RoHS och REACH.
Hur det fungerar (Komplett plåtextruderingsmontage och arbetsprincip)
En komplett plåtextruderingslinje består av åttanyckelkomponenter, som var och en fyller en specifik roll samtidigt som de integreras sömlöst för att uppnå kvalitetskraven för plåtproduktion.
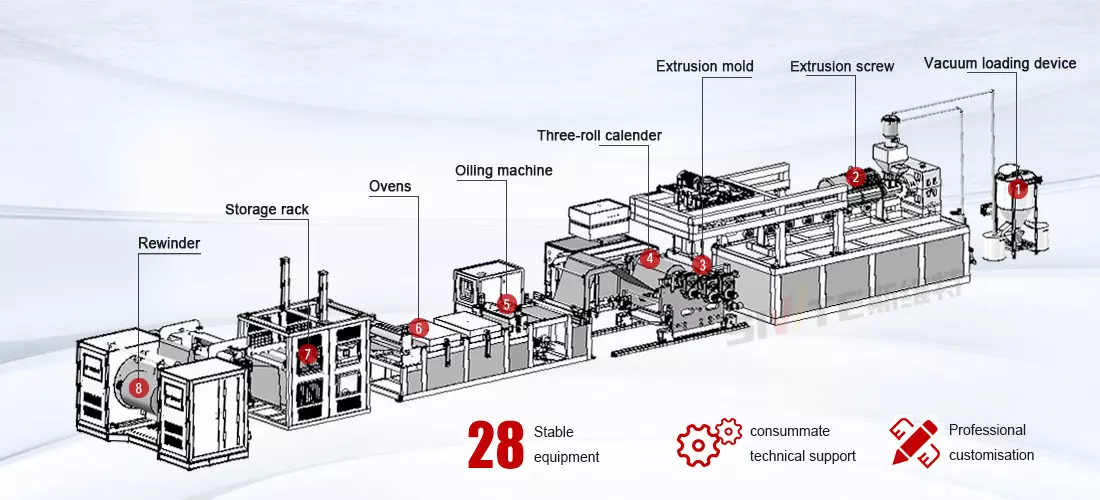

1. Vakuummatningssystem
Vakuummatningssystemet är en viktig automatiserad matningsutrustning i produktionslinjen för PP-plåtextrudering. Den använder vakuumundertrycksprincipen för att uppnå effektiv och ren transport av PP (polypropen) råvaror, vilket säkerställer en kontinuerlig tillförsel av råvaror till maskinen.

2. Extruderingsskruv
Kärnkomponenten som mjukgör råvaror genom kontrollerad uppvärmning och mekanisk skjuvning. Beroende på de olika materialen som produceras kan den delas upp i enkelskruv, tvillingskruv och planetkombinationsskruv.

3. Extruderingsform
Ett precisionssystem där mjukgjort material först passerar genom en skärmväxlare (för föroreningsfiltrering), sedan genom en doseringspump för exakt volymetrisk kontroll, innan den distribueras via flödeskanaler till munstycket för slutlig arkbildning.
4. Tre-Rullkalender
Sed ut perspiciatis unde omnis istenatus error sit voluptatem accusantium doloremque laudantium, totam rem aperiam, eaque ipsa quae ab illo inventore veritatis et quasi architecto beatae vitae.

5. Silikonbeläggningsenhet (Frivillig)
Applicerar ett släppmedelsskikt för termoformningsapplikationer (förbättrar mögelfrisättning) eller funktionella beläggningar (som anti-statiska behandlingar). Ofta ihopkopplad med torkugnssystemet.

6. Multi-scenugn
Typiskt konfigurerad med 2-4 värmezoner (beroende på materialkrav) att snabbt torka belagda ark innan lindning. Säkerställer korrekt beläggningshärdning utan att plåtens egenskaper påverkas.

7. Ackumuleringsbuffert
SLagrar tillfälligt ark genom justerbara banbanor, vilket förhindrar materialskador eller kontaminering undernedströms utrustningsövergångar eller lindningsförseningar.

8. Lindningsmaskin
Finns i semi-automatiska eller helautomatiska konfigurationer för att producera tätt lindad kant-inriktade rullar. Säkerställer optimal materialhantering för lagring och efterföljande termoformningsprocesser.
Denna singel-skruvextruder transporterar, smälter och homogeniserar PP-råmaterial och extruderar dem sedan genom en plan-hängmatris. Denna extruder erbjuder en enkel struktur, låg kostnad och enkelt underhåll. Den är lämplig för låga till medelstora produktionsserier (100-500 kg/h) och allmänna PP-plåtmaterial (som matförpackningar och pappersvaror). Även om dess blandningsprestanda är genomsnittlig, finns det betydande utrymme för förbättringar för mycket fyllda eller modifierade PP (såsom låga-retarderande och förstärkt PP).
Co-roterande tvilling-skruvar: Ger starka skjuvkrafter och är lämpliga för mycket fylld, rPET eller modifierad PET (t.ex. med tillsatta flamskyddsmedel eller glasfiber). Disk-roterande tvilling-skruvar: Ger stabil transport och är lämpliga för hög-viskositet PET.Twin-skruvextrudrar använder två parallella eller sammankopplade skruvar för att driva fram materialet. De erbjuder starka blandnings- och smältegenskaper och är lämpliga för bearbetning av komplexa material.
Denna utrustning använder en kombination av enkel- och planetskruvar. Rotationen av planetskruven hjälper till att förbättra enhetligheten i materialblandningen. Multi-skruvplanetarisk design ger utmärkta blandnings- och mjukningsförmåga samtidigt som påverkan på materialets fysiska egenskaper minimeras. Låga extruderingstemperaturer minskar termisknedbrytning. Även med återvunnet material, hög-seghetsskivor kan tillverkas. Denna utrustning används främst för att producera hög-änd PP-skivor.
Mång-skikt samextrudering, i enkla termer, består av en multi-lagerstruktur. Vanliga exempel inkluderar två-lager, tre-lager och fem-skikt samextrudering. Flera extruderingsskruvar krävs för att uppnå multi-skikt samextrudering. Vanliga kombinationer inkluderar:
* PP/PE-HIPS tre-lagersymmetrisk struktur: hudlager (PP/PE) - mellanlager (HÖFTER) - hudlager (PP/PE). Hudskiktet är en blandning av polypropen (PPa, PPb, PPc) med olika smältindex och linjärt låg-densitetspolyeten(LLDPE) för att förbättra slagtålighet,nötningsbeständighet och värmebeständighet. Mellanlagret är en blandning av hög-slagpolystyren (HÖFTER) med gummi och fyllmedel för att förbättra flexibiliteten och dimensionsstabiliteten, vilket minskar vridningsproblem som orsakas av skillnaden i termiska expansionskoefficienter mellan PP och HIPS.
* PP-baserad asymmetrisk struktur: Värme-resistent PP (ytskikt) - funktionellt lager (såsom HDPE eller LLDPE) - värme-tätskikt (EVA eller LDPE). Ytskikt: PP ger hög-temperaturbeständighet och är lämplig för retortförpackning. HDPE eller LLDPE förbättrar lågt-slaghållfasthet vid temperatur. Värme-Tätningsskikt: Etenvinylacetatsampolymer (EVA) förbättrar värmen-tätningsegenskaper.
* Mikroskikts samextruderingsteknik (ultra-flerskiktsstruktur), alternerande mikroskikt av PP och andra polymerer (såsom PETG och PA) (upp till tusentals lager), används främst i hög-elektroniska komponenter, medicinsk utrustning och andra applikationer som kräver höga barriäregenskaper.
Dessa strukturer är lämpliga för att producera PP-skivor som kräver flera lager eller speciella egenskaper, särskilt två-färg eller multi-färg PP-ark, såsom de populära varma grytskålarna och glasskopparna, som kräver denna multi-lager samextruderingsteknik.
| Modell | Adaptivt material | Skruvstruktur | Specifikationer(mm) | Tjocklek(mm) | Bredd(mm) | Extruderingsvolym(kg/h) |
| SWT-120D | PET,PLA,PP,PS,PE,PC.... | Enkel skruv | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130D | PET,PLA,PP,PS,PE,PC.... | φ130 | 0,15~2.0 | ≤1200 | 400~600 | |
| SWT-150D | PET,PLA,PP,PS,PE,PC.... | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
| Modell | Adaptivt material | Skruvstruktur | Specifikationer(mm) | Tjocklek(mm) | Bredd(mm) | Extruderingsvolym(kg/h) |
| SWT-75S | PET,PLA,PP,PS,PE,PC.... | Dubbelskruv | φ75 | 0,15~1.8 | ≤1200 | 400~500 |
| SWT-85S | PET,PLA,PP,PS,PE,PC.... | φ85 | 0,15~1.8 | ≤1200 | 500~700 | |
| SWT-95S | PET,PLA,PP,PS,PE,PC.... | φ95 | 0,15~1.8 | ≤1200 | 800~1100 |
| Modell | Adaptivt material | Skruvstruktur | Specifikationer(mm) | Tjocklek(mm) | Bredd(mm) | Extruderingsvolym(kg/h) |
| SWT-120X | PET,PLA,PP,PS,PE,PC.... | Enkel skruv + planetskruv (kombination) | φ120 | 0,15~2.0 | ≤1200 | 300~400 |
| SWT-130X | PET,PLA,PP,PS,PE,PC.... | φ130 | 0,15~2.0 | ≤1200 | 500~700 | |
| SWT-150X | PET,PLA,PP,PS,PE,PC.... | φ150 | 0,15~2.0 | ≤1200 | 700~1000 |
PP multi-lager co-extruderingsutrustningens parametrar
| Modell | Adaptivt material | Skruvstruktur | Specifikationer(mm) | Tjocklek(mm) | Bredd(mm) | Extruderingsvolym(kg/h) |
| 2-lager co-extrudering | PET,PLA,PP,PS,PE,PC.... | Mång-skruva (anpassade) | φ75+65 | 0,15~2.0 | ≤1200 | 500~600 |
| 3-lager co-extrudering | PET,PLA,PP,PS,PE,PC.... | φ75+65 | 0,15~2.0 | ≤1200 | 600~800 | |
| 5-lager co-extrudering | PET,PLA,PP,PS,PE,PC.... | φ85+65+65 | 0,15~2.0 | ≤1200 | 900~1200 |
På vilka områden kan det tillämpas?
Livsmedelsindustrin
Vi kan producera snabbmatslådor, plastskålar och -tallrikar, kexlådor, konditorivaror, färska matbrickor och färsk frukt-hålla lådor som jordgubbar, blåbär och körsbär.
Medicinsk industri
Den kan producera engångssprutförpackningar, Tyvek-förpackningslådor, medicinska brickor, farmaceutiska blisterförpackningar och höljen för medicinsk utrustning som monitorer och ventilatorer.
elektronikindustrin
Den kan producera elektroniska pallar, såväl som ytterförpackningar och innerpallar för elektroniska produkter som mobiltelefoner, surfplattor, smarta klockor, Bluetooth-headset, spelkontroller, etc.
Kopptillverkningsindustrin
Vi kan producera kaffekoppar, mjölktekoppar, drickskoppar, engångsfat, mjölkkoppar, gelékoppar, glassmuggar, engångsdryckskoppar etc. samt deras matchande kopplock.
fordonsindustrin
Interiördelar: instrumentpanel, dörrpanel, tak, sittskal; yttre delar: stötfångare, stänkskärm, hjulhus, takbagagelåda; funktionella delar: batterimodulskal, motorskal, ventilationskanal, etc.
Förpackningsindustrin
Den kan producera kosmetiska foder, presentförpackningar, vinförpackningslådor, bords- och stolspaneler, skåpdekorationslager, reklamljuslådor, såväl som olika förpackningsblister för tandborstar, leksaker, etc.
Kunder frågade också om dessa relaterade maskiner


