
Den använder termoformning för att bearbeta plastskivor som PP. Beroende på formen kan den producera en mängd olika plastprodukter, inklusive koppar, skålar, tallrikar och fat. Jämfört med termoformningsmaskiner ligger den viktigaste skillnaden i arbetsstationerna. Maskinen för formning av plastmuggar använder in-formskärningsteknik, vilket gör att formnings- och skärprocessen kan slutföras i en enda station. Maskinen styrs av en mikrodator programmerbar styrenhet, som erbjuder enkel drift och hög produktionseffektivitet. I kombination med en intelligent backend kan den också uppnå helautomatisk, en-stoppa bearbetningen från logotyptryck till koppsortering och förpackning.

2. Matbehållare: Såsom glassbägare, yoghurtbägare, puddingkoppar, etc.
3. Matförpackningsmuggar: Används för soppor, sallader,nötter och andra livsmedel.
4. Kaffekoppar: Används på kaféer, tebutiker etc., vanligtvis med lock.
5.Farmaceutiska behållare: Används för att förpacka vissa flytande läkemedel.
6. Medicinska provkoppar: Små behållare som används för provtagning eller laboratorieanvändning.
7. Bubble Tea and Juice Cups: Vanliga produkter för bubbeltebutiker, juicebarer, etc.

Själv-utvecklat och behärska kärnteknologier
1 till 1 exakt temperaturkontroll
Använder multi-steg PID intelligent temperaturkontrollteknik, tillsammans med en hög-precision infraröd sensor, denna maskin uppnår ±1°C temperaturdifferentialkontroll, säkerställer enhetlig uppvärmning av plåten, förhindrar lokal överhettning eller kylning och förbättrar avsevärt formnoggrannheten och produktens konsistens.
I-formskärningsteknik
Den in-formskärningssystem gör att tillverkningen av plastmuggar kan slutföras på en enda station, vilket effektivt minskar avfallet och förbättrar produktionseffektiviteten. Den kan fritt kombineras med en intelligent backend för att uppnå helt automatiserad en-stoppa färdigställandet från mönsterutskrift till koppsortering, räkning och förpackning.
Intelligent AI-kontrollsystem
Det integrerade intelligenta AI-kontrollsystemet ger 24/7 riktiga-tidsövervakning av utrustningens driftstatus. Minneslagring och åtkomst är snabb och enkel, vilket gör att även fabriker utan professionella operatörer enkelt kan slutföra orderproduktion. En-klicka på start-upp är enkelt, och fjärrstyrd fabrikshjälp är tillgänglig för sinnesfrid.
Hur det fungerar (Komplett maskinproduktionsprocess)
Den kompletta produktionslinjen av maskiner för tillverkning av plastmuggar består av 9nyckelkomponenter, som var och en spelar en specifik roll och är sömlöst sammankopplade och integrerade för att uppnå exakta och effektiva produktionskrav.
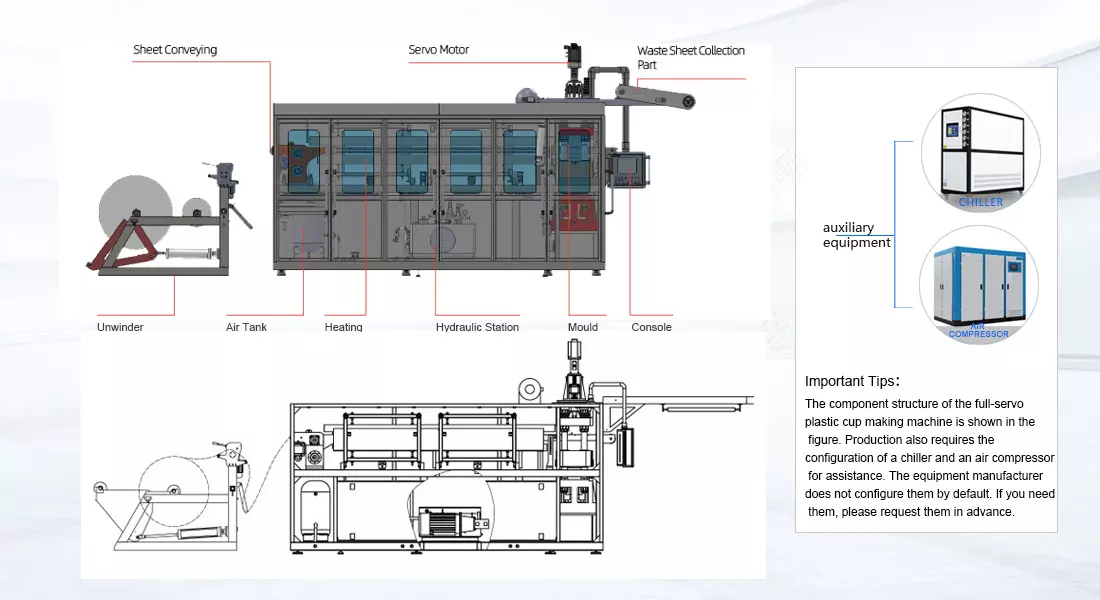

1.Utrullare
Förvarar plastarkrullar och underlättar automatisk eller semi-automatisk matning.Upprullningsaxel, spänningskontrollsystem, kant-styranordning (för att säkerställa centrerad arkmatning).Enda-rulle eller multi-rulla (möjliggör automatisk rullväxling för att minimera stilleståndstiden).
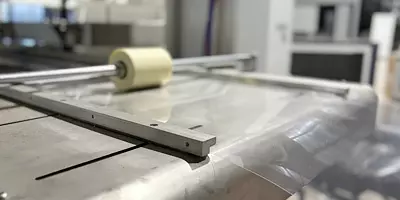
2.arktransport
Transporterar plåten från rullen till värmestationen med exakt hastighet och positionering.Servo-drivna transportörkedjor/klämmor, gripmekanismer, fotoelektriska sensorer (för detektering av arkinriktning).
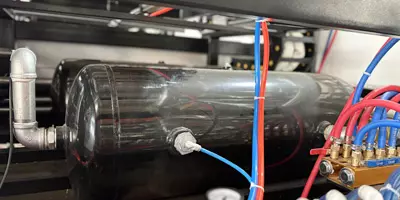
3.gastank
Lufttanken lagrar tryckluft för att säkerställa att det pneumatiska systemet i plastkoppmaskinen kan arbeta stabilt under produktionsprocessen, vilket undviker dålig utrustningsprestanda eller produktionsavbrott på grund av instabil luftkälla.

4. Sex-stegvärmesystem
Det kan mjuka upp plastskivor (såsom PET, PP, PS, etc.) och gör dem formbara, vilket gör dem lättare att forma. Den uppmjukade plasten kan formas bättre i formen, vilket säkerställer produktens kvalitet och precision. I allmänhet används infraröda eller keramiska värmetegelstenar.

5.Gjutning (i-mögelskärning)
Medan formningsåtgärden äger rum inuti formen skärs överskottsavfallet vid kanten av den formade bägarens mynning av exakt, vilket förverkligar integrationen av formning och trimning. Detta förbättrar inte bara produktionseffektiviteten, utan minskar också avfallet, sparar kostnader och förbättrar produktkvaliteten.
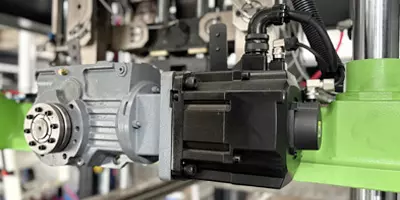
6.servomotor
Hela maskinen använder ett komplett servomotorkraftsystem: ger kraft för matning, formöppning och stängning, skärning och andra åtgärder. Fördelar: hög positioneringsnoggrannhet, energibesparing och tyst drift.

7.PLC styrsystem
Den använder det senaste intelligenta AI-styrsystemet med integrerad datalagringsfunktion. Den kannär som helst anropa data för produktion av flera specifikationer av produkter, övervaka i realtid 24 timmar om dygnet och ge feedback om utrustningens driftstatusnär som helst.

8. Avfallsåtervinningsanordning
Detta är den sista stationen i maskinen. Dess funktion är mycket enkel, vilket är att rulla ihop resterna efter formning och skärning för enkel återvinning och återanvändning.
Maskinen för tillverkning av plastmuggar har olika sätt att ta ut produkterna efter formning och skärning, beroende på produkt. I allmänhet används en robot för att ta ut materialen. Om automationskraven inte är höga så kommer mannaturligtvis också välja att blåsa ut dem direkt och samla dem i en låda. Detta måste anpassas efter produkten.
1. Plåtextrudering
Först råvarupellets (såsom PET, PP och PS) bearbetas genom en arkextruder. Här värms pelletsen, smälts och extruderas till tunna ark med en skruv. Tjockleken och bredden kan justeras för att möta produktkraven. Exakt kontroll av temperatur och tryck säkerställer plåtkvalitet och enhetlighet.
2. Termoformning
Det smälta arket kommer in i en termoformningsmaskin, vanligtvis med hjälp av positivt ochnegativt tryckformningsteknik. Efter uppvärmning av arket till formningstemperaturen med användning av en form appliceras sug eller tryck för att forma arket till den ursprungliga formen av plastkoppen. Denna process säkerställer exakt och konsekvent koppstorlek och form.
3. Sortering
De formade plastmuggarna formas sedan och rätas ut av automatiserad sorteringsutrustning för att säkerställa att varje kopp har en jämn, defekt-fri kant. Sorteringsprocessen kan också förvärma eller kyla kopparna för att säkerställa optimala fysiska egenskaper.
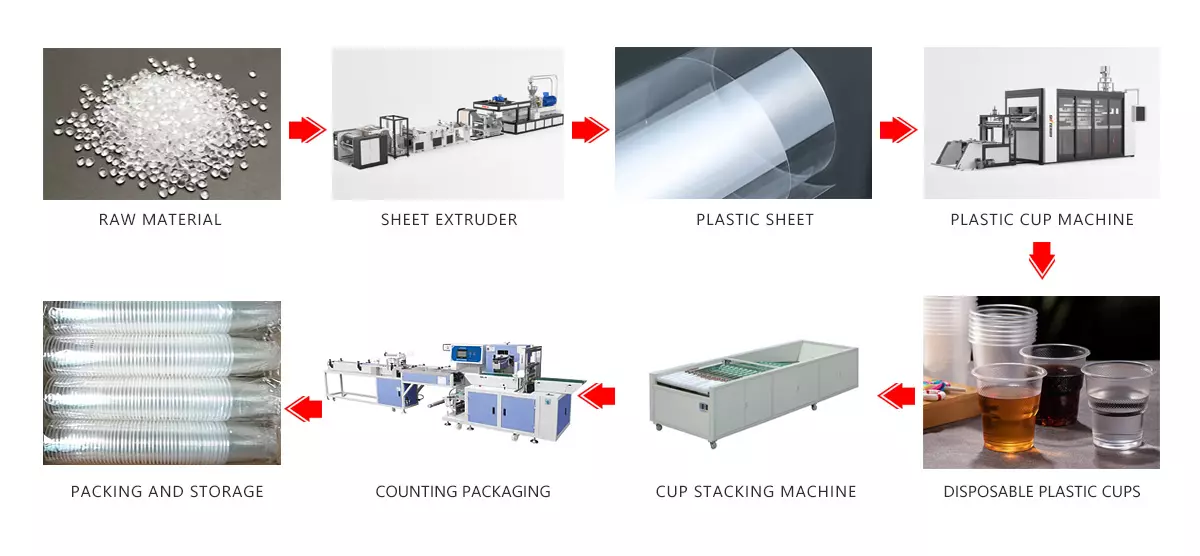
4. Räkning och packning
Efter formning och sortering går plastmuggarna in i räknings- och förpackningsstadiet. Under denna process förpackar automatiserad utrustning kopparna enligt den inställda kvantiteten, säkerställer det exakta antalet plastmuggar i varje påse och förseglar sedan påsarna. De förpackade kopparna kan sedan lagras eller skickas.
5. Grafiskt tryck
Många märken använder engångsplastmuggar som kräver att deras egna logotyper trycks på kopparna. Därför en sexa-färgutskriftssystem krävs för att helt automatisera produktionen av vackert designade engångsplastmuggar.
Varje steg kräver effektiv och exakt utrustning för att säkerställa hög-kvalitet, effektiv produktion av plastmuggar, samtidigt som materialspillet minimeras och produktionskostnaderna optimeras. Hela denna process bygger vanligtvis på automatiserad utrustning för att säkerställa effektiv och exakt produktion.
| Modell | SWT-750B | SWT-750D | SWT-850B |
| Formstorlek | 750*420 mm | 750*500 mm | 850*550 mm |
| Bildande djup(max.) | ≤220 mm | ≤220 mm | ≤220 mm |
| Plåttjocklek | 0,2~3,0 mm | 0,2~3,0 mm | 0,2~3,0 mm |
| Formningshastighet(max.) | 28 gånger/min | 28 gånger/min | 28 gånger/min |
| Lufttryck | 0,6~0,8Mpa | 0,6~0,8Mpa | 0,6~0,8Mpa |
| Bladets bredd(max.) | 550~790 mm | 550~790 mm | 650~890 mm |
| Lämpligt ark | PET,PP,PS,HIPS,PVC,PLA..... | ||
| Strömförsörjning | AC 380V, 50Hz tre-fas, fyra-tråd | ||
| Värmeområde | 135kw | 135kw | 147kw |
| Märkeffekt | 165kw | 165kw | 182kw |
| Antal arbetsstationer | Enkel station | Enkel station | Enkel station |
| Form typ | Intra-mögelskärning | Intra-mögelskärning | Intra-mögelskärning |
| Vikt | 8T | 8,5T | 9T |
| Dimensionera | L*W*H(4200*2260*2500)mm | L*W*H(4300*2300*2500)mm | L*W*H(5200*2300*2500)mm |
| Huvudsakliga elektriska komponenter | |||
| Pekskärm | KUNLUN TONGTAI(KINA) | ||
| PLC-styrenhet | SIEMENS | ||
| Servopaket | NYHET | ||
| Servomotor | NYHET | ||
| Värmare | ELSTEIN(Tyskland) | ||
| Temperaturkontrollmodul | TAISONG Temperaturkontroll(TAN WAI) | ||
| Magnetventil | CKD(Japan) | ||
| Solid State-relä | OMRON | ||
| Strömbrytare | SCHNEIDER(Frankrike) | ||
| AC-kontaktor | SCHNEIDER(Frankrike) | ||
| Strömbrytare | SCHNEIDER(Frankrike) | ||
På vilka områden kan det tillämpas?
Livsmedelsindustrin
Vi kan producera snabbmatslådor, plastskålar och -tallrikar, kexlådor, konditorivaror, färska matbrickor och färsk frukt-hålla lådor som jordgubbar, blåbär och körsbär.
Medicinsk industri
Den kan producera engångssprutförpackningar, Tyvek-förpackningslådor, medicinska brickor, farmaceutiska blisterförpackningar och höljen för medicinsk utrustning som monitorer och ventilatorer.
elektronikindustrin
Den kan producera elektroniska pallar, såväl som ytterförpackningar och innerpallar för elektroniska produkter som mobiltelefoner, surfplattor, smarta klockor, Bluetooth-headset, spelkontroller, etc.
Kopptillverkningsindustrin
Vi kan producera kaffekoppar, mjölktekoppar, drickskoppar, engångsfat, mjölkkoppar, gelékoppar, glassmuggar, engångsdryckskoppar etc. samt deras matchande kopplock.
fordonsindustrin
Interiördelar: instrumentpanel, dörrpanel, tak, sittskal; yttre delar: stötfångare, stänkskärm, hjulhus, takbagagelåda; funktionella delar: batterimodulskal, motorskal, ventilationskanal, etc.
Förpackningsindustrin
Den kan producera kosmetiska foder, presentförpackningar, vinförpackningslådor, bords- och stolspaneler, skåpdekorationslager, reklamljuslådor, såväl som olika förpackningsblister för tandborstar, leksaker, etc.
Kunder frågade också om dessa relaterade maskiner



