




SWT-1000D tlustý strojna vakuový tepelný stroj

Podrobnosti o produktu
Úvod do strojena vakuové tvarování za teplana tlusté plechy:
Strojna tvarování silných plechů za tepla (vakuový tvarovací stroj) je pokročilé zařízenína zpracování plastů speciálněnavržené pro změkčování silných termoplastických desek (obvykle o tloušťce 0,8 mm až 10 mm) jejich zahřátím anásledným působením tlaku pro jejich tvarovánína povrch formy, čímž se po ochlazení vytvoří produkt se specifickým tvarem.
Tento stroj se primárně skládá znakládacího mechanismu, topného systému, tvářecí stanice, chladicího systému, řídicího systému a regenerátoru. Proces zahrnuje podávánínařezaných plastových fólií (jako ABS, HIPS, PC, PMMA, PETG atd.) do ohřívací pece, kde se rovnoměrně ohřívají do změknutí. Poté jsou rychle přeneseny do tvářecí stanice, kde se vakuové sání, tlak vzduchunebo lisování používají k bezpečnému usazení do dutiny formy a přesnému vytvarování plechu. Po rychlém ochlazení a finalizaci odebere robotické rameno hotový produkt pro oříznutí anásledné zpracování.
Hlavní výhoda strojů pro tvarování tlustých plechů za tepla spočívá v jejich efektivních a přesných zpracovatelských schopnostech, které jim umožňují rychle vyrábět velké produkty se složitou strukturou, stabilními rozměry a vysokým povrchovým leskem. Je široce používán v automobilech (jako jsounárazníky, podlahové rohože), domácí spotřebiče (vložka chladničky, plášť klimatizace), doprava, lékařské vybavení (plášť zařízení), reklamní světelné boxy a letectví.
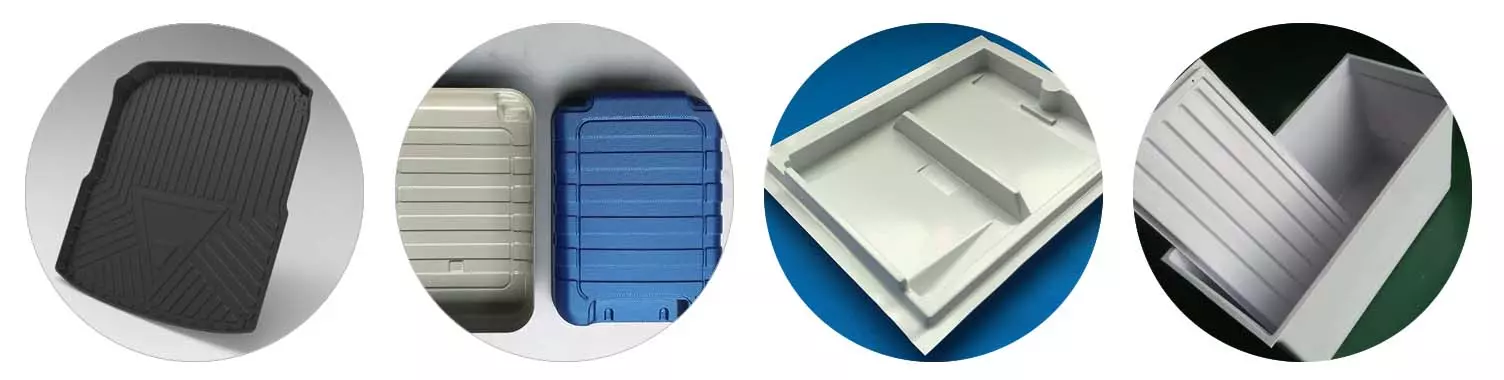
>> Tento stroj je vhodný pro plošné materiály jako ABS, PS, PVC, PE, PP, PC a akryl a lze jej použít k výrobě interiérů automobilových podlahových rohoží, krytů lékařských přístrojů, vložek ledniček, van a zavazadel.
>> S využitím řídicího systému PLC jsou všechny parametry procesu, operace anastavení zobrazenyna dotykové obrazovce. Automatický a manuální režim lze přepínatnezávisle a funkce bezpečnostního blokování zabraňuje poškození v důsledku chyb obsluhy.
>> Pomocí systému regulace teploty s digitálním i analogovýmnastavením lze parametry upravovat přímona dotykové obrazovce a uložit více sad dat. Teplota každé topné jednotky v topné zóně jenezávislenastavitelná (jedno ovládání, jedno přesné ovládání, více energie-účinný).
>> Využití rychlého média-vlnové infračervené topné prvky, jednotku lze okamžitě zapnout a vypnout, což eliminuje potřebu předehřívání a dosahuje rychléhonárůstu teploty. Pec se zapne pouze při dosažení ohřívací stanice. Dvojité elektrické topné pece v kombinaci s regulátorem teploty a regulátoremnapětí zajišťují konstantní teplotu ohřevu bez ohleduna kolísánínapětí.
>> Anti-Funkce droop využívá infračervené světlo ke sledování stavu zahřívání plastové fólie, což zabraňuje prohýbání během zahřívání anerovnoměrné tloušťce hotového výrobku. Plošinu formy lzenastavitna libovolnou výšku, čímž se zkracuje doba výměny formy a šetří se mzdovénáklady.
>> Před-funkce vyfukování a vytahování jádra zajišťují rovnoměrnější tloušťku a vyšší kvalitu pro obtížné-na-tvarové produkty. Zařízení pro zpětné vyfukování umožňuje snadné vyjímání z formy-na-uvolnění forem, minimalizující poškození způsobené uvolněním formy.
>> Duální chlazení s výkonným ventilátorem a sprejem zajišťuje rychlejší a lepší finalizaci produktu, minimalizuje horší kvalitu produktu, urychluje chlazení a zlepšuje efektivitu výroby.
Parametry zařízení
| model | SWT-1000 d | SWT-760. léta |
| Velikost formy (max.) | 1500~2500(mm)_Přizpůsobitelné | 1500*700(mm)_Přizpůsobitelné |
| Specifikace listu | 0,8~10 mm | 0,8~5 mm |
| Způsob chlazení | Chlazení vzduchem + sprej | Chlazení vzduchem + sprej |
| Efektivita výroby | 1~4 次/min(Záležína produktu) | 1~8 次/min(Záležína produktu) |
| Způsob ovládání | Řízení PLC | Řízení PLC |
| Použitelné materiály | ABS,PET,PP,HIPS,PVC,PMMA.... | ABS,PET,PP,HIPS,PVC,PMMA.... |
| Metoda tváření forem | Vytápění konkávních a konvexních forem | Vytápění konkávních a konvexních forem |
| Maximální výkon | 95kw | 56kw |
| Napájecínapětí | 380V50Hz(tři-fáze čtyři-drát) | 380V50Hz(tři-fáze čtyři-drát) |
| Velikost zařízení | 4100*2500*3000 (mm) | 4000*1400*3100 (mm) |
Vlastnosti vybavení
01.
Inteligentní řízení PLC
Po přijetí řídicího systému PLC se všechny parametry procesu, operace anastavení zobrazujína dotykové obrazovce, kterou lze volně přepínat mezi automatickým a manuálním stavem. Přijetí systému regulace teploty, digitální analogovénastavení, parametry lze upravit přímona dotykové obrazovce a lze uložit více sad dat. Teplota každé topné jednotky v topné zóně jenezávislenastavitelná (topná tělesa vně formy lze vypnout pro úsporu energie)


02.
Infračervené vytápění, přesná regulace teploty
Jsou použitynejnovější infračervené topné trubice z uhlíkových vláken, které lze kdykoli zapnout a vypnout bez předehřívání a rychle se zahřejí. Elektrická pec se zapíná pouze při vstupu do ohřívací stanice anapájení se vypíná při výstupu z pece, aby se dosáhlo úspory energie. K ohřevu slouží horní a spodní dvojité elektrické pece, v kombinaci s regulátoremnapětí regulace teploty je teplota ohřevu stabilní anebude se měnit vlivem kolísánínapětí. Anti-používá se funkce droop a infračervené monitorování stavu zahřívání plastové fólie zabraňuje prohýbání fólie vlivem tepla během procesu zahřívání, což má zanásledeknerovnoměrnou tloušťku tvarovaného výrobku.
03.
Nejen tradiční Cyber & Imigrační firma
Před-bublina a jádro-tažné funkce zajišťují rovnoměrnou tloušťku a zlepšenou kvalitu pro obtížné-na-tvarové produkty. Obrácení-foukací vzduch odformovací zařízení a multi-rychlostní pulsy usnadňují demontáž, minimalizují poškození formy a zlepšují výtěžnost produktu. Sekundárnínastavitelný průtok vakua a zpoždění vakua umožňují flexibilní řízení různých materiálů během vakuového tvarování. Plošinu formy lze výškověnastavit, aby se zkrátila doba výměny formy a ušetřily senákladyna pracovní sílu.

Popis výroby
Základní princip činnosti strojena tvarování tlustých plechů za tepla je podobný jako u běžného strojena tvarování tenkých plechů za tepla, tvarování plastového plechu ve třech fázích: zahřívání, protahování a chlazení. Nejprve se plastová fólie zahřeje do změklého stavu a rovnoměrně se rozložína tvarovací plochu. Následně proud vzduchu, buď prostřednictvím podtlakunebo pozitivního anegativního tlaku,natáhne plastovou fóliina povrch formy. Nakonec ochlazení a vyjmutí z formy dokončí proces tváření.
Vzhledem k tomu, že plastové fólie zpracovávané strojem pro tepelné tvarování silných fólií jsou relativně silné, je požadovaná doba ohřevu a tváření relativně dlouhá. Proto topný systém, řídicí systém a konstrukce formovacích forem zařízení musí mít vyšší přesnost a stabilitu.

I. Klíčové technické výhody
Široké použití strojůna tvarování tlustých plechů za tepla pramení z řady významných technických výhod:
Výkonné možnosti 3D tvarování: Mohou vyrábět velké produkty se složitými povrchy a hlubokými dutinami, kterých je obtížnénebo extrémněnákladné dosáhnout jinými metodami zpracování plastů. (jako je vstřikování).
Relativněnízkénákladyna formy: Ve srovnání s vstřikováním, které vyžaduje ocelové formy, které odolávají vysokému tlaku, se při tepelném tváření tlustých plechů obvykle používají formy vyrobené ze sádry, pryskyřice, hliníkové slitiny a dalších materiálů. To má zanásledek krátký výrobní cyklus anízkénáklady, takže je zvláště vhodný pro malé-šarže, vysoká-odrůdová produkce.
Flexibilní kontrola tloušťky stěny produktu: Úpravou počáteční tloušťky plechu lze snadno vyrábět produkty s různou tloušťkou stěny. Navíc během procesu formování umožňuje přesné řízení teploty ohřívací zóny jemné-ladění tloušťky stěny v různých oblastech výrobku.
Vysoké využití materiálu a efektivita výroby: Použití plechů s optimalizovanými řeznými plochami snižuje zmetkovitost. Krátký formovací cyklus v rozsahu desítek sekund až minut umožňuje efektivní,nepřetržitou výrobu.
Výrobky mají vysokou pevnost a krásný vzhled: tvarované výrobky si zachovávají houževnatost původní desky a mají hladký povrch. Mohou být přímo zpracoványnástřikem, laminováním a dalšími sekundárními procesy pro získání vynikajících vzhledových efektů.
II. Analýza klíčových komponent
Moderní strojna tvarování tlustých plechů za tepla je sofistikovaný systém integrující mechanické, elektrické, vakuové a teplotní technologie. Mezi jeho hlavní součásti patří:
Rám a upínací systém: Robustní rám je základem pro stabilní provoz. Robustní upínací rám bezpečně drží listový materiálna místě a zabraňuje jeho posunutínebo deformaci během procesu zahřívání a tvarování.
Topný systém: Toto je „energetické srdce“ stroje. Obvykle využívá multi-zóna keramická daleko-infračervené ohřívače, každý snezávislýmnastavením teploty a výkonu pro conejpřesnější a rovnoměrné zahřátí plošného materiálu.
Tvarovací systém: Zahrnuje horní a spodní upínací mechanismus, montážní platformu formy a vakuum/systém stlačeného vzduchu. Upínací mechanismus vyžaduje hladký chod a přesné polohování. Vakuový systém musí poskytovat dostatečný průtok a podtlak, aby bylo zajištěno rychlé a výkonné sací tvarování.
Elektrický řídicí systém: Moderní strojena tepelné tvarování tlustých plechů běžně využívají PLC (Programovatelné logické automaty) a dotykový člověk-rozhraní stroje. Operátoři mohou snadnonastavit a uložit parametry procesu (jako je doba ohřevu, teplota a rychlost formování) pro různé výrobky, umožňující plněnebo částečně-automatická výroba a zajištění konzistence a stability produktu.
Chladicí systém: Účinný chladicí systém může výrazně zkrátit dobu výrobního cyklu a obvykle se skládá z vysokého-ventilátornebo voda-chlazený oběhový systém.
Jako efektivní, ekonomický a flexibilní strojna zpracování plastů se strojena tvarování tlustých plechů za tepla stalynepostradatelným klíčovým zařízením v moderní výrobě. Díky svým výkonným tvarovacím schopnostem pokračují v přeměně plochých plastových desekna praktické a krásné tři-rozměrové produkty, které podporují inovace a vývoj v průmyslovém designu a výrobních technologiích.
Předchozí: Už už
Další: 8575 čtyři-Stanice pozitivní anegativní tlakový tepelný stroj
Produkty
Nejnovější zprávy
Související blog
Produkce obalů ovoce: Proč čtyři-Thermoformming stanice jenejlepší volbou
Jak se produkují PLA, PBAT degradovatelné krabice s výukou?